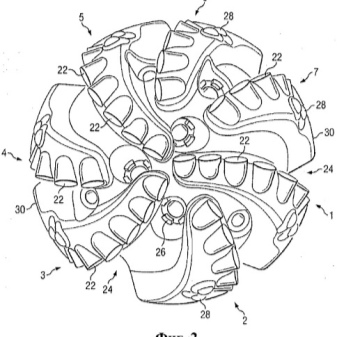
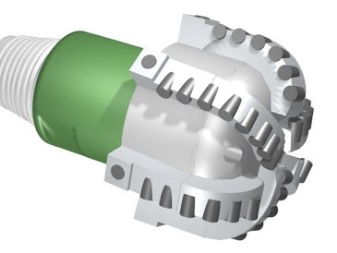
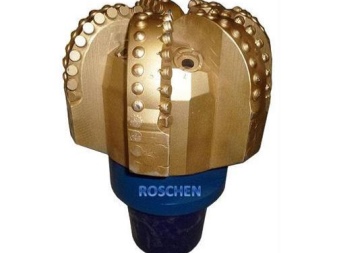
PDC বিটের বৈশিষ্ট্য
ড্রিলিং টুলটি দৈনন্দিন জীবনে, কূপ সংগঠিত করার সময় এবং শিল্প স্কেলে, যখন শিলা ড্রিল করার প্রয়োজন হয় উভয় ক্ষেত্রেই ব্যবহৃত হয়।

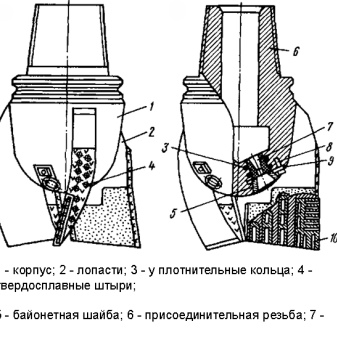
নকশা এবং উদ্দেশ্য
প্রথমত, ডায়মন্ড পিডিসি বিটগুলি কমপ্যাক্ট রিগগুলির সাথে ড্রিলিং করার জন্য ব্যবহৃত হয়, যখন রোলার শঙ্কু ইউনিটের সাথে ড্রিলিং করার সময় প্রয়োজনীয় লোড প্রদান করা সম্ভব হয় না। তুলনামূলক বা উচ্চতর ঘূর্ণন গতিতে সরবরাহের চাপ কম প্রয়োগ করা গুরুত্বপূর্ণ।
এই তুরপুন সরঞ্জাম শিলা ধ্বংস করার জন্য একটি কার্যকর ব্যবস্থা আছে. ড্রিলিং নিজেই কোর নমুনা পরে বাহিত হয়. কূপগুলির সংগঠনে এটি প্রয়োগ করা সম্ভব।
এই ধরণের বিটগুলির জন্য উপাদানগুলি সরানোর অ্যাক্সেসযোগ্যতার কারণে, যখন শঙ্কু বিটের সাথে তুলনা করা হয়, তখন কোনও ঝুঁকি নেই যে সরঞ্জামটির অংশটি হারিয়ে যেতে পারে এবং সর্বোচ্চ পরিধান প্রতিরোধের জন্য সমস্ত ধন্যবাদ। একই সময়ে, পরম লোডে পরিষেবা জীবন 3-5 গুণ বেশি।
নমনীয় থেকে শক্ত এবং এমনকি ঘষিয়া তুলিয়া ফেলিতে সক্ষম শিলাগুলিতে মনোনীত সরঞ্জাম দিয়ে ড্রিলিং করা বেশ সম্ভব। আপনি যদি ইনস্টলেশনের নকশা বৈশিষ্ট্যগুলি সম্পর্কে চিন্তা করেন তবে অপারেশনের নীতিটি বোঝা সহজ।যেহেতু পাথরের ধ্বংস কাটিং-ঘষিয়া তুলিয়া ফেলা পদ্ধতি দ্বারা পরিলক্ষিত হয়, যা প্রকৃতপক্ষে, অন্যান্য পদ্ধতির তুলনায় অনেক বেশি কার্যকর, নমনীয় মাটিতে অনুপ্রবেশের হার বেশি। এই সূচকটি অন্যান্য পদ্ধতি দ্বারা প্রতিষ্ঠিত 3 গুণ অতিক্রম করতে পারে।


একটি অনুরূপ প্রভাব বিশেষ ক্ষেত্রে এবং ব্যবহৃত উপকরণ যা থেকে কাটিয়া প্রক্রিয়া তৈরি করা হয়েছিল কারণে অর্জন করা হয়।
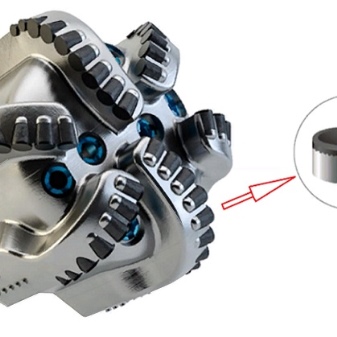
এই বিটগুলির কাটারগুলি স্ব-তীক্ষ্ণ হতে পারে। এগুলি কার্বাইড বেসে পলিক্রিস্টালাইন হীরার একটি স্তর দিয়ে লেপাও রয়েছে। এর পুরুত্ব 0.5-5 মিমি। কার্বাইড বেস পলিক্রিস্টালাইন হীরার চেয়ে দ্রুত শেষ হয়ে যায় এবং এই কারণে, হীরার ফলকটি দীর্ঘ সময়ের জন্য তীক্ষ্ণ থাকে।
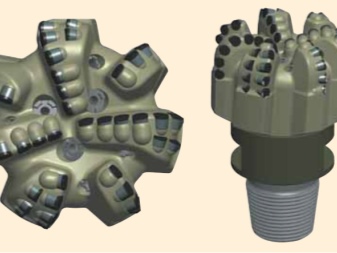
ড্রিল করা শিলার উপর নির্ভর করে, এই গ্রুপের বিটগুলি হতে পারে:
- ম্যাট্রিক্স;
- একটি ইস্পাত বডি সহ।
ধাতব কেস এবং ম্যাট্রিক্সের কিছু মুহুর্তের মধ্যে একে অপরকে ছাড়িয়ে যাওয়ার প্রতিটি সুযোগ রয়েছে। প্রথম থেকে, উদাহরণস্বরূপ, কাটিয়া উপাদান সংযুক্তি পদ্ধতির উপর নির্ভর করে। ম্যাট্রিক্স টুলে, এগুলিকে একটি সাধারণ সোল্ডার ব্যবহার করে সিস্টেমে সোল্ডার করা হয়।
স্টিলে কাটিয়া উপাদান ইনস্টল করতে, টুলটি 440 ডিগ্রি সেলসিয়াস তাপমাত্রায় উত্তপ্ত হয়। নকশাটি ঠান্ডা হওয়ার পরে, কাটারটি তার জায়গায় দৃঢ়ভাবে বসে থাকে। কাটার GOST অনুযায়ী তৈরি করা হয়। চিহ্নিতকরণের ডিকোডিং IADC কোড অনুযায়ী সঞ্চালিত হয়।


সুবিধা - অসুবিধা
প্রশ্নে থাকা পণ্যগুলির সুবিধা এবং অসুবিধা সম্পর্কে কথা বলতে ভুলবেন না। সুবিধা থেকে:
- প্রতিরোধের পরিধান;
- কিছু মাটিতে উচ্চ দক্ষতা;
- কাঠামোতে কোন চলমান উপাদান নেই;
- সরবরাহ চাপ হ্রাস।
তবে উল্লেখযোগ্য ত্রুটিগুলিও রয়েছে যা উল্লেখ করা দরকার। তাদের মধ্যে:
- মূল্য
- আপনি বিট প্রতি বাঁক আরো শক্তি প্রয়োগ করতে হবে.

শ্রেণীবিভাগ এবং লেবেলিং
বর্ণিত টুলে চিহ্নিতকরণটি চারটি চিহ্ন দ্বারা উপস্থাপিত হয়, যার অর্থ হল:
- ফ্রেম;
- কি শাবক ছিদ্র করা যেতে পারে;
- কাটিয়া উপাদানের গঠন;
- ব্লেড প্রোফাইল।
হুল প্রকার:
- এম - ম্যাট্রিক্স;
- এস - ইস্পাত;
- ডি - গর্ভবতী হীরা।

জাত:
- খুব নরম;
- নরম
- নরম-মাঝারি;
- মধ্যম;
- মাঝারি-হার্ড;
- কঠিন
- শক্তিশালী

গঠন
শিলা প্রক্রিয়াকরণ করা যাই হোক না কেন, কাটারগুলির ব্যাস হতে পারে:
- 19 মিমি;
- 13 মিমি;
- 8 মিমি।
স্ট্যান্ডার্ড মাপগুলি GOST-তে নিবন্ধিত, দ্বিকেন্দ্রিক মডেলগুলিও রয়েছে।
প্রোফাইল:
- মাছের লেজ;
- সংক্ষিপ্ত;
- গড়;
- দীর্ঘ

নির্মাতারা
এই ধরনের বিট উৎপাদন এখন একটি মহান স্কেলে হয়. একটি ফ্ল্যাট প্রোফাইল সহ সিলভার বুলেট বিশেষভাবে জনপ্রিয়।
এই টুল উচ্চ কর্মক্ষমতা দ্বারা চিহ্নিত করা হয়. প্রয়োগের সুযোগ - অনুভূমিক দিকনির্দেশক প্রকল্পগুলিতে পাইলট ড্রিলিং। এই ধরনের বিট ব্যবহার করার সময়, একটি বড় এলাকা আচ্ছাদিত করা হয়। ইউনিটটি একটি সিমেন্ট প্লাগের সাথে ভালভাবে মোকাবেলা করে এবং একটি জিওথার্মাল প্রোব ইনস্টল করার জন্য উপযুক্ত।
মোটো-বিট আরেকটি কম জনপ্রিয় ব্র্যান্ড। এই বিটগুলি একটি ছোট ডাউনহোল মোটর দিয়ে কাজ করার জন্য একটি দুর্দান্ত কাজ করে। কূপগুলির সংগঠনে ব্যাপকভাবে ব্যবহৃত হয়।
যখন যৌগিক প্লাগগুলির সাথে কাজ করার প্রয়োজন হয়, প্লাগবাস্টার বিট ব্যবহার করার পরামর্শ দেওয়া হয়। তাদের প্রধান স্বতন্ত্র বৈশিষ্ট্য হল একটি বিশেষ শঙ্কু-আকৃতির প্রোফাইল যা পেটেন্ট করা হয়েছে। অন্যান্য অনুরূপ সরঞ্জামগুলির তুলনায়, এটি একটি গর্তে বেশিক্ষণ থাকে এবং উচ্চ ঘূর্ণন গতিতে ব্যবহার করা যেতে পারে। স্লাজ আকারে ছোট। ছেনিটি নিকেল মিশ্রিত ইস্পাত দিয়ে তৈরি।


ভূ-তাপীয় কূপ খনন করার সময়, মাডবগ বিটগুলি প্রায়শই ব্যবহার করা হয়, যা উচ্চ উত্পাদনশীলতার সাথে একটি সর্বজনীন হাতিয়ার হিসাবে বিবেচিত হয়।তারা প্রচুর পরিমাণে মর্টার দিয়ে কাজ করার জন্য ডিজাইন করা হয়েছে।
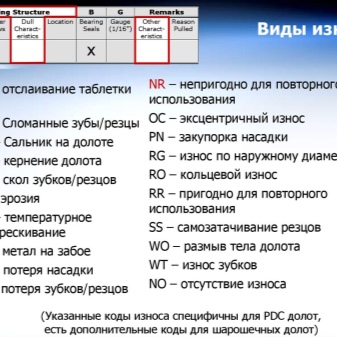
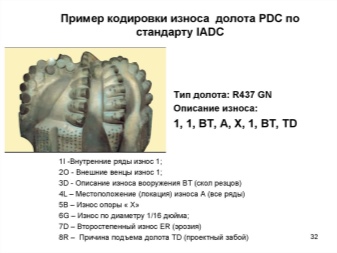
পরিধান কোড
IADC পরিধান কোডে 8টি অবস্থান রয়েছে। টেমপ্লেট কার্ড এই মত দেখায়:
|
আমি |
ও |
ডি |
এল |
খ |
জি |
ডি |
আর |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
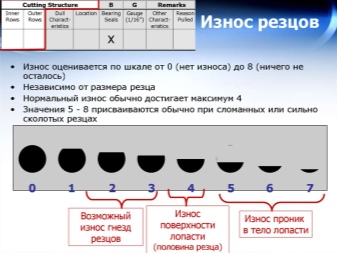
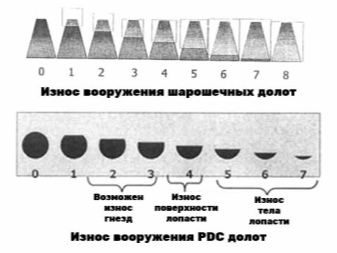
এই ক্ষেত্রে, আমি - একটি স্কেলে অস্ত্রের অভ্যন্তরীণ উপাদানগুলি বর্ণনা করি:
0 - কোন পরিধান;
8 - সম্পূর্ণ পরিধান;
O - বাহ্যিক উপাদান, শূন্য এবং আট মানে একই;
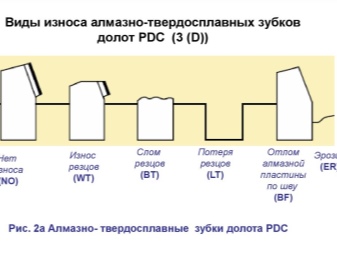
ডি - পরিধানের ডিগ্রির আরও বিশদ বিবরণ।

|
বিসি |
কাটার স্ক্র্যাপ |
|
বি ফল |
সীম বরাবর ভাঙ্গা হীরার প্লেট |
|
বিটি |
ভাঙা দাঁত বা কাটার |
|
বিইউ |
বিট উপর omentum |
|
সিসি |
শঙ্কু মধ্যে ফাটল |
|
সিডি |
ঘূর্ণন ক্ষতি |
|
সি.আই |
কর্তনকারী ওভারল্যাপ |
|
সিআর |
বিট ঘুষি |
|
সিটি |
কাটা দাঁত |
|
ইআর |
ক্ষয় |
|
এফসি |
দাঁতের ডগা নাকাল |
|
HC |
তাপীয় ক্র্যাকিং |
|
জেডি |
নীচে বিদেশী বস্তু থেকে পরিধান |
|
এলসি |
কাটার ক্ষতি |
|
এলএন |
অগ্রভাগের ক্ষতি |
|
এলটি |
দাঁত বা incisors ক্ষতি |
|
ওসি |
উদ্ভট পরিধান |
|
পিবি |
এসপিওতে আঘাত |
|
পিএন |
আটকানো অগ্রভাগ |
|
আর জি |
বাইরের ব্যাস উপর পরেন |
|
RO |
রিং পরিধান |
|
এসডি |
পায়ের বিট ক্ষতি |
|
এসএস |
স্ব-তীক্ষ্ণ দাঁত পরিধান |
|
টিআর |
নীচের রিজ গঠন |
|
WO |
টুল ওয়াশিং |
|
wt |
দাঁত বা কাটার পরিধান |
|
না |
পোশাক নেই |

এল - অবস্থান।
কাটার জন্য:
"এন" - নম সারি;
"এম" - মধ্য সারি;
"জি" - বাইরের সারি;
"A" - সমস্ত সারি।
ছেনি জন্য:
"সি" - শঙ্কু;
"এন" - শীর্ষ;
"টি" - শঙ্কু;
"এস" - কাঁধের প্যাড;
"জি" - টেমপ্লেট;
"এ" - সমস্ত অঞ্চল।
বি - ভারবহন সীল।
খোলা সমর্থন সহ
0 থেকে 8 পর্যন্ত একটি রৈখিক স্কেল একটি সম্পদ বর্ণনা করতে ব্যবহৃত হয়:
0 - সম্পদ ব্যবহার করা হয় না;
8 - সম্পদ সম্পূর্ণরূপে ব্যবহৃত হয়.
সিল বেস সহ:
"ই" - সীল কার্যকর;
"এফ" - সীলগুলি অর্ডারের বাইরে;
"এন" - নির্ধারণ করা অসম্ভব;
"এক্স" - সীল নেই।
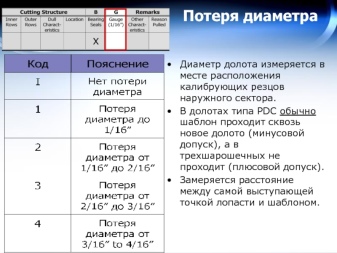
G হল বাইরের ব্যাস।
1 - ব্যাস কোন পরিধান নেই.
1/16 - ব্যাস উপর পরিধান 1/16 ইঞ্চি হয়.
1/8 - ব্যাস 1/8 ইঞ্চি পরেন.
1/4 - ব্যাস 1/4 ইঞ্চি পরেন.
ডি - ছোট পরিধান।


"BC" - স্ক্র্যাপ কাটার।
"BF" - সীম বরাবর হীরার প্লেট স্ক্র্যাপিং।
"বিটি" - কাটা দাঁত বা কাটার।
"BU" - বিটের উপর স্টাফিং বক্স।
"সিসি" - শঙ্কুতে একটি ফাটল।
"সিডি" - শঙ্কু পরিধান, ঘূর্ণন ক্ষতি।
"CI" - শঙ্কু ওভারল্যাপ।
"CR" - বিট ঘুষি।
"সিটি" - কাটা দাঁত।
"ER" - ক্ষয়।
"এফসি" - দাঁতের শীর্ষে নাকাল।
"এইচসি" - তাপীয় ক্র্যাকিং।
"JD" - নীচে বিদেশী বস্তু থেকে পরিধান।
"এলসি" - কাটার ক্ষতি।
"এলএন" - অগ্রভাগের ক্ষতি।

"LT" - দাঁত বা incisors ক্ষতি।
"OC" - উদ্ভট পরিধান।
"পিবি" - এসপিও চলাকালীন ক্ষতি।
"PN" - অগ্রভাগের বাধা।
"RG" - বাইরের ব্যাস উপর পরিধান.
"RO" - রিং পরিধান।
"SD" - বিট পায়ের ক্ষতি।
"SS" - স্ব-তীক্ষ্ণ দাঁতের পরিধান।
"TR" - নীচের অংশের গঠন।
"WO" - যন্ত্র ধোয়া।
"WT" - দাঁত বা কাটার পরিধান।
"না" - কোন পরিধান নেই।

R হল উত্তোলন বা তুরপুন বন্ধ করার কারণ।
"বিএইচএ" - বিএইচএ পরিবর্তন।
"সিএম" - কাদা চিকিত্সা।
"CP" - মূল নমুনা।
"DMF" - ডাউনহোল মোটর ব্যর্থতা।
"DP" - সিমেন্ট ড্রিলিং।
"DSF" - ড্রিল স্ট্রিং দিয়ে দুর্ঘটনা।
"DST" - জলাধার পরীক্ষা।
"DTF" - ডাউনহোল টুল ব্যর্থতা।
"এফএম" - ভূতাত্ত্বিক পরিস্থিতির পরিবর্তন।
"এইচপি" - দুর্ঘটনা।


"এইচআর" - সময়ের সাথে ওঠা।
"LIH" - নীচের অংশে টুলের ক্ষতি।
"LOG" - ভূতাত্ত্বিক গবেষণা।
"পিপি" - রাইজারে চাপ বৃদ্ধি বা হ্রাস।
"পিআর" - ড্রিলিং গতি ড্রপ।
"RIG" - সরঞ্জাম মেরামত।
"TD" - নকশা নীচের গর্ত.
"TQ" - টর্ক বৃদ্ধি।
"TW" - টুল ল্যাপেল।
"WC" - আবহাওয়া পরিস্থিতি।

নীচের ভিডিওতে PDC বিটগুলির বৈশিষ্ট্যগুলি।
































































মন্তব্য সফলভাবে পাঠানো হয়েছে.