রিপ করাত সম্পর্কে সব

করাতটিকে কাজের জন্য সবচেয়ে দক্ষ বলে মনে করা হয় যদি এটি একটি করাত ব্লেড দিয়ে সজ্জিত থাকে। কাটার গুণমান, কাজের গতি, সেইসাথে প্রত্যাখ্যাত উপাদানগুলির অনুপাত এবং বর্জ্যের উপস্থিতি মূলত এই বৃত্তের সঠিক পছন্দের উপর নির্ভর করে। এই ডিভাইসের বৈশিষ্ট্যগুলির উপর নির্ভর করে, অনুদৈর্ঘ্য এবং ট্রান্সভার্স ধরণের করাতগুলি আলাদা করা হয়।
sawing ধরনের
করাত হল একটি কাটিং তীক্ষ্ণ হাতিয়ার যার প্রচুর সংখ্যক ব্লেড রয়েছে যা একটি বন্ধ কাটাতে কাজ করতে সক্ষম। একটি কাটা একটি বরং সংকীর্ণ ফাঁক যা কাঠের মধ্যে প্রদর্শিত হয় যখন একটি কাজের সরঞ্জামের ধারালো দাঁত দিয়ে চিপ কাটা হয়। সাধারণত, সাইডওয়ালগুলি কাটা থেকে আলাদা করা হয়, পাশাপাশি নীচে, এটি তাদের সাথে ব্লেড যোগাযোগ করে। ঝোঁকের কোণ এবং কাঠের সাথে করাতের অবস্থানের উপর নির্ভর করে, বিভিন্ন ধরণের করাত আলাদা করা হয়।
- অনুদৈর্ঘ্য। এই ক্ষেত্রে, সমতলটি কাঠের তন্তুগুলির সমান্তরাল বা প্রায় সমান্তরাল। এই প্রক্রিয়া অনুসারে, করাত ফ্রেমগুলি কাজ করে, সেইসাথে ব্যান্ড এবং বৃত্তাকার করাতগুলি সয়িং লগের জন্য ব্যবহৃত হয়, সেইসাথে বোর্ডগুলিতে বিম তৈরি করা হয়, যখন উপাদানটি দৈর্ঘ্য এবং প্রস্থ উভয় ক্ষেত্রেই অনুদৈর্ঘ্য দিকে কাটা হয়।
- ট্রান্সভার্স। এখানে করাতটি লম্ব বা তন্তুগুলির প্রায় লম্ব। এই ক্ষেত্রে, করাত নিজেই ক্রসকাট করাত এবং হ্যাকস, পাশাপাশি ট্রিমিং মেশিনে ম্যানুয়ালি করা হয়। কাঠের তন্তু প্রক্রিয়াকরণের এই পদ্ধতিটি বৃত্তাকার ফাঁকা জায়গায় কাটার জন্য, কাঠের ত্রুটিগুলি দূর করতে এবং করাত কাঠকে প্রয়োজনীয় গুণমান এবং মাত্রা দেওয়ার জন্য ব্যবহৃত হয়।
- মিশ্র. এই ক্ষেত্রে, টুলের সমতল কাঠের সাপেক্ষে 10 থেকে 80 ডিগ্রী পর্যন্ত পরিসরে অবস্থিত হতে পারে।



কোন করাত পদ্ধতিটি ভাল সে সম্পর্কে কথা বলতে গিয়ে, এটি লক্ষ করা উচিত যে ক্রস করাতটিকে আরও সরলীকৃত হিসাবে বিবেচনা করা হয়, যেহেতু এই স্কিমটিতে একটি জটিল গিয়ারবক্স নেই যা অক্ষটিকে 90 ডিগ্রি ঘোরানোর জন্য প্রয়োজন, গিয়ারগুলি আরও দক্ষতার সাথে কাজ করে, ধন্যবাদ এটি, ক্রস করাতগুলি আরও দীর্ঘস্থায়ী, বিল্ডিং থেকে মোটর বেরিয়ে আসার ঝুঁকি অনেক কম এবং সাধারণভাবে সরঞ্জামটি দীর্ঘস্থায়ী হয়।
একই সময়ে, এটি বোঝা উচিত যে কিছু ধরণের কাজ অনুদৈর্ঘ্য ছাড়া অন্য কোনও উপায়ে করা যায় না। এই কারণেই এটি অনুদৈর্ঘ্য করাতের প্রধান পরামিতিগুলিতে আরও বিশদে থাকা মূল্যবান।


বিশেষত্ব
রিপ করাত একটি করাত প্রক্রিয়া যা কাঠের প্রাকৃতিক শস্য প্যাটার্নের সমান্তরালভাবে চলে। এই ক্ষেত্রে, বৃত্তাকার ডিস্ক ব্যবহার করা হয়, যেখানে কাটারগুলি একটি ঝোঁক দিয়ে সাজানো হয়, তাদের সূক্ষ্ম প্রান্তগুলি কার্যকরভাবে ফাইবারগুলিকে কেটে দেয়, তারা খোসা ছাড়তে শুরু করে এবং করাত তৈরি করে। এই ধরনের প্রক্রিয়াকরণের প্রক্রিয়াতে, কাঠের অংশের পৃষ্ঠে প্রায়শই অনিয়ম দেখা যায়, সেইসাথে শ্যাওলা এবং গজগুলি - তাদের চেহারাটি গাছের জীবনকালে গঠিত তন্তুগুলির বৈশিষ্ট্য দ্বারা ব্যাখ্যা করা হয়।
ফলস্বরূপ পৃষ্ঠের প্রোফাইলটি কার্ফ প্রসারিত হওয়ার উপায়, সেইসাথে সেটের আকার এবং দাঁতের আকৃতি দ্বারা প্রভাবিত হয়। সাধারণত পরেরটি একটি ত্রিভুজ হিসাবে তীক্ষ্ণ হয়, তাই আপনি এই জাতীয় ডিস্কের সাথে শুধুমাত্র এক দিকে কাজ করতে পারেন।

ব্লেড ডিজাইন দেখেছি
দক্ষ রিপিংয়ের জন্য সঠিক ব্লেড নির্বাচন করা অপরিহার্য। এটি উল্লেখ করা হয়েছে যে দাঁত যত বড় হবে, এই ধরনের করাত তত সহজ (তুলনা হিসাবে, ট্রান্সভার্স কাটের সাথে কাজ করার সময়, বড় দাঁতগুলি খুব মোটামুটিভাবে কাজ করে এবং আক্ষরিক অর্থে কাঠকে ছিঁড়ে ফেলে, যা চিপসের দিকে নিয়ে যায়)। এই জাতীয় দাঁতগুলির মধ্যে গহ্বরগুলিও যতটা সম্ভব গভীর হতে হবে - এই ক্ষেত্রে, চিপ অপসারণ আরও ভাল হবে। কাটার জন্য দাঁতের সর্বোত্তম সংখ্যা 20 থেকে 24 পিসি পর্যন্ত পরিবর্তিত হয়।
যদি আপনার কাজে আপনার উভয় ধরণের করাত চালানোর প্রয়োজন হয় তবে মোট 46-48 টুকরা সহ মাঝারি আকারের দাঁত সহ চেনাশোনাগুলিতে একটি সরঞ্জামকে অগ্রাধিকার দেওয়া ভাল।


অনুদৈর্ঘ্য কাটগুলির সাথে কাজ করার সময় সূক্ষ্ম-দাঁতযুক্ত ডিস্কগুলি ব্যবহার করা উচিত নয়, এটি কাজের গতি হ্রাস, ডিভাইসের উল্লেখযোগ্য অতিরিক্ত গরম এবং এই জাতীয় অপ্রীতিকর পরিণতিগুলির সাথে পরিপূর্ণ:
- করাত ফলক জ্বলতে শুরু করে;
- করাত প্রায়ই কাটিং লাইন থেকে পাশ দিয়ে যায়;
- অতিরিক্ত উত্তাপের ক্ষেত্রে, উপাদানটি "স্ফীত" হতে শুরু করে এবং ঘর্ষণ উল্লেখযোগ্যভাবে বৃদ্ধি পায়;
- করাত বিকৃত এবং একটি কাটিয়া পৃষ্ঠের চেয়ে একটি প্রপেলারের মতো দেখায়।
দ্রুত অতিরিক্ত গরম হওয়ার সম্ভাবনা কমানোর জন্য, করাত ব্লেডে ছোট ছোট কাটা এবং গর্ত তৈরি করা হয়, যা তাপমাত্রার ক্ষতিপূরণকারী হিসাবে কাজ করে। এগুলি সাধারণত ব্যাসার্ধ বরাবর প্রান্তে স্থাপন করা হয়।



কিছু মডেলে, তারা আংশিকভাবে তামার যৌগ দিয়ে ভরা হয়, যা শব্দের মাত্রা হ্রাস করে এবং ইঞ্জিনের দ্রুত শীতলতায় অবদান রাখে।সায়িং চাকাগুলি সাধারণত একটি ধাতু থেকে ঢালাই করা হয় (এগুলিকে একচেটিয়া বলা হয়) বা বিভিন্ন শক্ত খাদ থেকে সোল্ডারিং অন্তর্ভুক্ত করে। প্রতিটি বিকল্পের তার সুবিধা এবং অসুবিধা রয়েছে।
- মনোলিথিক, একটি নিয়ম হিসাবে, দ্রুত নিস্তেজ হয়ে যায়, তাই তাদের তীক্ষ্ণ এবং সংশোধন করতে হবে। যাইহোক, এই পদ্ধতিটি বেশ সহজ এবং জটিল, তাই এটি বাড়িতে নিজেরাই চালানো সম্ভব। সাধারণত, এই ডিস্কগুলি অনুদৈর্ঘ্য এবং তির্যক করাত উভয়ের জন্য ব্যবহৃত হয়। এই ধরনের সরঞ্জামের খরচ বেশ গণতান্ত্রিক।
- কার্বাইড চেনাশোনাগুলি অনেক বেশি ব্যয়বহুল, একই সময়ে, প্রথম ধারালো হওয়া পর্যন্ত তাদের ব্যবহারের সময়কাল দীর্ঘ হয়। এই সরঞ্জামটি তীক্ষ্ণ করা কেবলমাত্র বিশেষ সরঞ্জামগুলিতে করা যেতে পারে। তা সত্ত্বেও, এই ব্লেডগুলিরই ভোক্তাদের মধ্যে বেশি চাহিদা রয়েছে, কারণ তাদের খরচ পুনর্গঠনের প্রয়োজনের চেয়ে অনেক আগে পরিশোধ করে। কার্বাইড ডিস্কগুলি কেবল কাঠেই নয়, ধাতু, ল্যামিনেট বা চাপা বোর্ডের মতো উপকরণগুলিতেও ভাল কাজ করে।



অনুদৈর্ঘ্য ব্যবহারের জন্য বৈদ্যুতিক করাতের বিভিন্ন পরামিতিগুলিতে বিশেষ মনোযোগ দেওয়া উচিত।
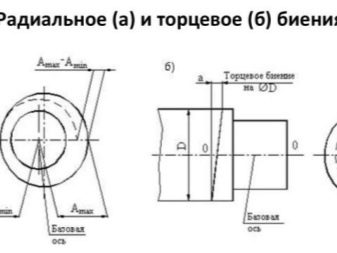
- রেডিয়াল বা শেষ রানআউট। বিশেষ করে সুনির্দিষ্ট কাজের জন্য, সবচেয়ে গুরুত্বপূর্ণ সূচকগুলির মধ্যে একটি হল কাটার প্রধান সমতল থেকে বৃত্তের বিচ্যুতি। যদি একটি রেডিয়াল বা শেষ রানআউট থাকে তবে এটি কাটার স্বচ্ছতা ব্যাহত করতে পারে। সর্বোত্তম অনুমোদিত রানআউট হল 0.15 মিমি, এবং সর্বোচ্চ মানের মডেলগুলির একটি প্যারামিটার 0.05 মিমি এর মধ্যে থাকে।
- মনে রাখবেন যে মিটার করাত ব্লেড দিয়ে রিপিং কাট করা উচিত নয়, কাঠের অংশে তাদের একটি ভিন্ন ব্লেডের পথ রয়েছে।উদাহরণস্বরূপ, পেন্ডুলাম সরঞ্জামগুলির চাকাগুলি সাধারণত একটি নেতিবাচক কোণে সেট করা হয় - এটি মোটরের লোডকে হ্রাস করে এবং কাজের প্রান্তগুলি দ্রুত এবং সহজে কাটা হয়। ফলস্বরূপ, দাঁতের একটি ইতিবাচক কোণে অবস্থিত একটি ডিস্ক বৃত্তের সাথে তুলনা করলে দক্ষতা বৃদ্ধি পায়। যদি এই জাতীয় ডিস্ক দুলটির গতিপথ বরাবর মিশ্রিত হয়, তবে করাতটি তার দাঁতের তীক্ষ্ণ অংশগুলি না দিয়ে কেবল তন্তুগুলিতে কেটে যাবে। এই সব মোটর উপর লোড বৃদ্ধি, অতিরিক্ত গরম এবং দক্ষতা হ্রাস বাড়ে। যদি একটি বৃত্তাকার স্ল্যাবের জন্য নেতিবাচকভাবে স্থল দাঁতযুক্ত ডিস্কগুলি ব্যবহার করা হয়, তবে কাঠ বিকর্ষণ করতে শুরু করবে এবং করাত ভালভাবে বের হবে না - এই ক্ষেত্রে, কাটা অনেক ধীর হয়।

পছন্দের সূক্ষ্মতা
রিপ করাত সংযুক্তিগুলি বিশেষজ্ঞ খুচরা বিক্রেতাদের কাছ থেকে কেনা সেরা। - ছোট খুচরা আউটলেটগুলির বিপরীতে, এখানে ব্যবহারকারীদের জন্য সম্পূর্ণ নির্দেশাবলী এবং বিবরণ পণ্যের সাথে অন্তর্ভুক্ত করা হয়েছে এবং বিক্রেতাদের প্রয়োজনীয় জ্ঞান রয়েছে এবং তারা বিস্তারিত পরামর্শ দিতে পারে। ডিস্ক নিজেই তথ্য পড়তে ভুলবেন না. সাধারণত এখানে, তীরের সাহায্যে, তারা কাটার দিক নির্দেশ করে (এপারে বা বরাবর), সেইসাথে বিপ্লবে সর্বাধিক কাটার গতি এবং দাঁতের প্রবণতার কোণ। সাধারণত, একটি ঋণাত্মক কোণ neg হিসাবে চিহ্নিত করা হয়, এবং একটি ধনাত্মক কোণ pos হিসাবে। এই চিহ্নগুলি সাধারণত একটি অক্ষরের আগে থাকে - এটি ডিগ্রীর মাত্রা নির্দেশ করে।
চাক্ষুষভাবে ডিস্ক পরিদর্শন করা এবং এর গুণমান নিশ্চিত করা প্রয়োজন। মনে রাখবেন যে, উদাহরণস্বরূপ, নিস্তেজ দাঁতগুলিকে তীক্ষ্ণ করা যেতে পারে, তবে যদি শরীর দুর্বল হয়ে যায় তবে এই ত্রুটিটি সংশোধন করা সম্ভব নয়।


নাকাল মান অধ্যয়ন নিশ্চিত করুন. যদি করাত ব্লেড ভাল হয়, তাহলে নাকাল থেকে উচ্চারিত চেনাশোনাগুলি কেন্দ্র থেকে প্রান্তে চলে যাবে। তারা নির্দেশ করে যে স্ট্যাম্পিংয়ের পরে, এই ধরনের একটি বৃত্ত অগত্যা ক্রমাঙ্কিত করা হয়েছিল, তারপর স্থল এবং সবচেয়ে দক্ষ কাজের অবস্থায় আনা হয়েছিল।
যদি চেনাশোনাগুলি সস্তা হয়, তবে সাধারণত তারা অতিরিক্ত পরিমার্জনার শিকার হয় না, সর্বাধিক পুরো শীট নাকাল দ্বারা বাহিত হয়। চিপস সহ রজন একটি খারাপভাবে পালিশ করা পৃষ্ঠের সাথে লেগে থাকে, যা উল্লেখযোগ্যভাবে কাজে হস্তক্ষেপ করে।
পাওয়ার করাতের আরও ব্যয়বহুল মডেলগুলির জন্য, একটি লেজার দিয়ে শিলালিপি প্রয়োগ করা হয়, যাতে চিহ্নটি ব্যবহারের পুরো সময়কাল জুড়ে সংরক্ষিত থাকে, যা সরঞ্জামটির পরবর্তী তীক্ষ্ণ করার জন্য অত্যন্ত গুরুত্বপূর্ণ।



আরো বিস্তারিত জানার জন্য পরবর্তী ভিডিও দেখুন.













মন্তব্য সফলভাবে পাঠানো হয়েছে.