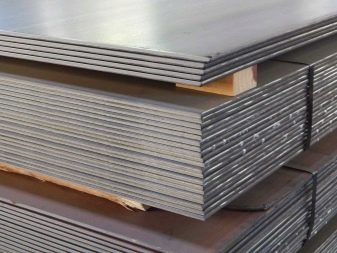
গরম ঘূর্ণিত শীট ধাতু

হট-রোল্ড শীট মেটাল একটি মোটামুটি জনপ্রিয় ধাতুবিদ্যার পণ্য যার নিজস্ব বিশেষ ভাণ্ডার রয়েছে। এটি কেনার সময়, আপনার অবশ্যই C245 ধাতু এবং অন্যান্য ব্র্যান্ডের তৈরি কোল্ড-রোল্ড মেটাল শীটগুলির পার্থক্যগুলি বোঝা উচিত। এটি আপনাকে নির্দিষ্ট ক্ষেত্রে কী ভাল তা নির্ধারণ করতে দেয়: ঠান্ডা বা এখনও গরম ধাতু।

উত্পাদন বৈশিষ্ট্য
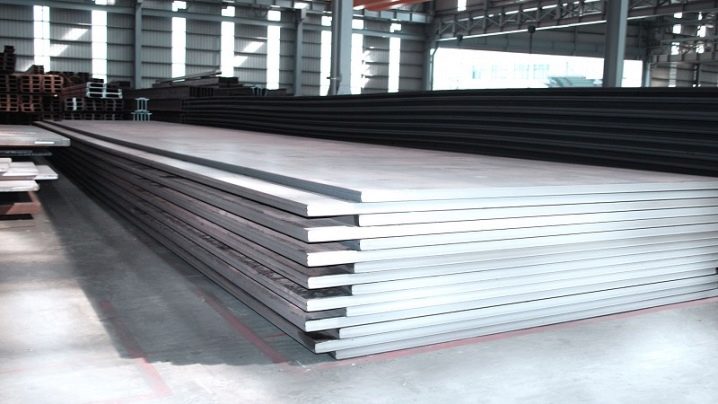
ইতিমধ্যে নাম থেকে এটা স্পষ্ট যে গরম-ঘূর্ণিত শীট ধাতু ধাতু উচ্চ গরম সঙ্গে তৈরি করা হয়. এর তাপমাত্রা বাড়াতে হবে কমপক্ষে 920 ডিগ্রি পর্যন্ত। তারপরে ফাঁকাগুলি রোলিং মিলগুলিতে পাঠানো হয়, যেখানে রোলগুলির মধ্যে ফাঁকের কারণে প্লাস্টিকের বিকৃতি সরবরাহ করা হয়। ইস্পাত C245 এবং অন্যান্য খাদ প্রযুক্তিবিদদের পছন্দ অনুযায়ী প্রক্রিয়াকরণের জন্য ব্যবহার করা যেতে পারে। রোলিং মিলগুলি উত্পাদন করতে পারে:
- স্ল্যাব;
- শীট;
- ফালা (তারপর রোল মধ্যে ঘূর্ণিত) ধাতু.
এটি রোলস থেকে বেরিয়ে আসার সাথে সাথে রোলড স্টকটি রোলার কনভেয়র, রোল উইন্ডার, রোল আনওয়াইন্ডিং সিস্টেম, কাটা, সোজা করা ইত্যাদির সংস্পর্শে আসে। তবে প্রাথমিক পর্যায়ে বিশেষ চুল্লিতে গরম করা হয় (যেখানে স্ল্যাবগুলি পৃথক প্রক্রিয়া ব্যবহার করে খাওয়ানো হয়)।কার্যকরী স্ট্যান্ডে উত্তপ্ত ধাতু জারি করার পরে রোলিং বারবার পাস করে। কিছু রানে, স্ল্যাবটি ট্রান্সভার্সলি বা একটি নির্দিষ্ট কোণে খাওয়ানো হতে পারে। তথাকথিত সোজা মেশিন সম্পাদনা জন্য দায়ী.
উপরন্তু, আপনি অনুশীলন করতে পারেন:
- বিশেষ রেফ্রিজারেটরে শীতলকরণ;
- মান নিয়ন্ত্রণ;
- আরও প্রক্রিয়াকরণের জন্য মার্কআপ;
- প্রান্ত এবং প্রান্ত ছাঁটাই;
- নির্দিষ্ট মাত্রা সহ শীট মধ্যে কাটা;
- অক্জিলিয়ারী কোল্ড রোলিং (মসৃণতা বাড়াতে এবং যান্ত্রিক পরামিতি উন্নত করতে)।
কিছু ক্ষেত্রে, ইস্পাত গ্যালভানাইজড এবং পলিমার দিয়ে লেপা হয়। সাধারণভাবে, ঠান্ডা কাজের তুলনায় গরম রোলিং অনেক বেশি সাধারণ। ম্যানিপুলেশনের এই পদ্ধতিটি আরও কার্যকরভাবে কাঠামোগত ভিন্নতা এবং উপাদানের বাল্কে পদার্থের অস্পষ্ট বন্টনের সাথে মোকাবিলা করা সম্ভব করে তোলে। ঘূর্ণিত শীট দৈর্ঘ্য এবং প্রস্থ সমানভাবে কাটা অনুমিত হয়, burrs এবং ফাটল অনুপস্থিতি, শেল এবং স্ল্যাগ অন্তর্ভুক্তি অগত্যা নিয়ন্ত্রণ করা হয়। এছাড়াও অনুমোদিত নয়:
- পৃষ্ঠ সূর্যাস্ত;
- বুদবুদ;
- ঘূর্ণিত স্কেল;
- বান্ডিল
উন্নত উদ্যোগ ব্যবহার ক্রমাগত প্রশস্ত ঘূর্ণায়মান মিল. মিলগুলি স্বয়ংক্রিয় নিয়ন্ত্রণ ব্যবস্থার সাথে সম্পূরক। স্ল্যাবগুলি লোডিং খোলার ঠিক বিপরীতে বন্ধ করা হয়েছে, কারণ বিশেষ সিগন্যালিং মেশিনগুলি এর জন্য দায়ী। ওয়ার্ম-আপ পদ্ধতিটি বেশ কয়েক ঘন্টা সময় নিতে পারে এবং এটি আসলে ঘূর্ণায়মান হওয়ার চেয়ে কম দায়ী নয়। স্ট্যান্ডের খসড়া গ্রুপে:
- স্কেল বিরতি;
- প্রাথমিক রোলিং পাস;
- sidewalls প্রয়োজনীয় প্রস্থ crimped হয়.
ফ্লাইং শিয়ার্স হল স্ট্যান্ডের ফিনিশিং গ্রুপের সবচেয়ে গুরুত্বপূর্ণ অংশ। এটি তাদের উপর যে ফালা শুরু এবং শেষ কাটা হয়। এই গ্রুপের মেশিনে প্রক্রিয়াকরণের পরে, আউটপুট রোলার টেবিল ব্যবহার করে ওয়ার্কপিসগুলি আরও পরিবহন করা হয়।
জল সরবরাহ দ্বারা ত্বরিত তাপ অপচয় করা হয়। বিভিন্ন বেধের রোলগুলির উইন্ডিং বিভিন্ন উইন্ডারে সঞ্চালিত হয়।

ভাণ্ডার
শীট পণ্যের প্রকার উপাধি এবং শ্রেণীবিভাগ অবশ্যই 1974 সালের GOST 19904 এর প্রয়োজনীয়তা মেনে চলতে হবে। শীটগুলির স্বাভাবিক বেধ হতে পারে (মিলিমিটারে):
- 0,4;
- 0,5;
- 0,55;
- 0,6;
- 1;
- 1,8;
- 2;
- 2,2;
- 3;
- 3,2;
- 4,5;
- 6;
- 7,5;
- 8;
- 9;
- 9,5;
- 10;
- 11;
- 14 মিমি।
এছাড়াও ঘন পণ্য আছে:
- 20;
- 21,5;
- 26;
- 52;
- 87;
- 95;
- 125;
- 160 মিমি।
পাতলা গরম ঘূর্ণিত চাদর সাধারণত উচ্চ শক্তি ধাতু থেকে তৈরি করা হয়. বয়লার এবং অন্যান্য চাপের জাহাজ তৈরির জন্য, নিম্ন-খাদ, কার্বন এবং খাদ স্টিল ব্যবহার করা হয়। অতিরিক্তভাবে, বরাদ্দ করুন:
- ঠান্ডা মুদ্রাঙ্কন জন্য শীট;
- জাহাজ নির্মাণের জন্য ইস্পাত;
- সেতু নির্মাণের জন্য নিম্ন স্তরের খাদ সহ কাঠামোগত খাদ;
- উচ্চ এবং মান নির্ভুলতার শীট;
- সর্বোচ্চ এবং সর্বোচ্চ সমতলতার ধাতু;
- উন্নত সমতলতার শীট;
- স্বাভাবিক সমতলতা সঙ্গে ইস্পাত;
- কাটা বা uneded প্রান্ত সঙ্গে পণ্য.


ঠান্ডা ঘূর্ণিত শীট সঙ্গে তুলনা
হট-ঘূর্ণিত ধাতব শীটগুলি মূলত নিজের দ্বারা ব্যবহৃত হয় না, তবে নির্দিষ্ট শিল্পে আরও প্রক্রিয়াকরণ এবং প্রয়োগের জন্য। তাদের বৈশিষ্ট্যগুলি এর জন্য খুব আকর্ষণীয়:
- সাধারণ প্রকৌশল;
- ওয়াগন উত্পাদন;
- অটোমোবাইল এবং বিশেষ সরঞ্জাম নির্মাণ (ধাতুগুলির একটি উল্লেখযোগ্য অনুপাত, যার জন্য এটি ঠিক হট রোলিং);
- জাহাজ নির্মাণ;
- ভোগ্যপণ্যের উৎপাদন।
ভাড়ার নির্দিষ্ট ব্র্যান্ডের মধ্যে উল্লেখযোগ্য পার্থক্য থাকতে পারে। প্রয়োগ এবং অপারেটিং অবস্থার উদ্দেশ্য অনুসারে তাদের নির্দিষ্ট রাসায়নিক এবং শারীরিক বৈশিষ্ট্য রয়েছে। ঠান্ডা ইস্পাত থেকে গরম ইস্পাত ভাল: এটি সস্তা। গরম-ঘূর্ণিত ধাতুর পুরুত্ব 160 মিমি হতে পারে, তবে ঠান্ডা কাজ 5 মিমি থেকে পুরু একটি স্তর প্রাপ্ত করা সম্ভব করে না।
ঘূর্ণায়মান নির্ভুলতা গরম ইস্পাত শীট সঙ্গে প্রধান সমস্যা. এটি এলাকার উপর গরম করার ভিন্নতা, সেইসাথে তাপ অপসারণ এবং অন্যান্য অসুবিধার সাথে সম্পর্কিত। কিন্তু দামের সুবিধার তুলনায় এই সমস্যাগুলি ফ্যাকাশে হওয়ার গ্যারান্টিযুক্ত। এটি আপনাকে বড় খরচ ছাড়াই পূর্ণ-স্কেল প্রকল্প বাস্তবায়ন করতে দেয়।

এই জাতীয় ধাতুবিদ্যা পণ্যের সুবিধাগুলি হল:
- আরও স্ট্যাম্পিংয়ের জন্য উপযুক্ততা;
- ঢালাই গুণাবলী শালীন স্তর;
- চমৎকার যান্ত্রিক শক্তি;
- ভিন্নধর্মী লোড প্রতিরোধের;
- পরতে কম সংবেদনশীলতা;
- অপারেশনের দীর্ঘ সময়কাল (অ্যান্টি-জারোশন যৌগগুলির সাথে যত্নশীল চিকিত্সার সাপেক্ষে)।
ধাতুটি ঘূর্ণায়মান রোলগুলির মধ্য দিয়ে যাওয়ার সাথে সাথে এটি ধীরে ধীরে পাতলা হতে থাকে। অতিরিক্তভাবে, পৃষ্ঠটিকে একটি ভিন্ন জ্যামিতিক কনফিগারেশন দেওয়া সম্ভব হয়। প্রফাইল শীট ছাদ উপকরণ মুক্তি হয়. কোনো বিশেষ পছন্দ না থাকলে মেশিন-বিল্ডিং এন্টারপ্রাইজগুলি ফ্ল্যাট শীট কেনার সম্ভাবনা বেশি। রোলিংয়ের জন্য ইস্পাত গ্রেডটি প্রয়োজনীয় নমনীয়তা, শক্তি এবং অন্যান্য কারণগুলি বিবেচনা করে বেছে নেওয়া হয়।
Alloys St3 এবং 09G2S এর চাহিদা রয়েছে। তারা সাধারণ উদ্দেশ্য ঘূর্ণিত ধাতু পণ্য উত্পাদন জন্য উপযুক্ত. মান কার্বন এবং কম খাদ উপকরণ জন্য প্রযোজ্য. 1974 সালের GOST 11903। এই মান 0.5 থেকে 160 মিমি একটি স্তর বেধ জন্য প্রদান করে। যদি এটি একটি উচ্চ-মানের কাঠামোগত খাদ থেকে ঘূর্ণিত পণ্য উত্পাদন করার পরিকল্পনা করা হয় তবে 1993 সালের GOST 1577 এর মানগুলি অনুসরণ করার পরামর্শ দেওয়া হয়। তুলনামূলকভাবে পাতলা পণ্যের জন্য, তাপ চিকিত্সার প্রয়োজন হয় না। 1980 সালের মান বিশেষভাবে টেকসই ঘূর্ণিত পণ্যগুলির উত্পাদনের জন্য নিয়মগুলি নির্ধারণ করে। এই জাতীয় পণ্যের বেধ 4 মিমি অতিক্রম করে না।
ডিফল্ট প্রস্থ 50 সেমি পর্যন্ত সীমাবদ্ধ। যাইহোক, প্রস্তুতকারক এবং ভোক্তার মধ্যে চুক্তি আপনাকে এই চিত্রটি পরিবর্তন করতে দেয়। Alloys 09G2S, 14G2, সেইসাথে 16GS, 17GS এবং অন্যান্য অনেকগুলি বিকল্প ব্যবহার করা যেতে পারে।













মন্তব্য সফলভাবে পাঠানো হয়েছে.