বর্ণনা এবং ইস্পাত তারের বৈচিত্র্য

ইস্পাত তারকে শিল্পের সবচেয়ে সাধারণ ধাতু উপকরণগুলির মধ্যে একটি হিসাবে বিবেচনা করা হয়। এটি একই সময়ে বিভিন্ন ধরণের আইটেম তৈরির ভিত্তি এবং একই সাথে স্বাধীন ব্যবহারের জন্য ব্যবহার করা যেতে পারে। এই ধরনের তারের অনেক বৈচিত্র রয়েছে - সেগুলি আমাদের পর্যালোচনাতে আলোচনা করা হবে।



বৈশিষ্ট্য এবং বৈশিষ্ট্য
তার সবচেয়ে সাধারণ ফর্ম, একটি তারের হয় ধাতুর ধাতু নমনীয় বার, সাধারণত নলাকার। এটি বর্ধিত যান্ত্রিক চাপ সহ্য করতে, সেইসাথে টেলিভিশন এবং অডিও সংকেত এবং বিদ্যুৎ প্রেরণ করতে ব্যবহৃত হয়। ইস্পাত তারের শক্ত, আটকে থাকা এবং একটি বিনুনি থাকতে পারে। বেশিরভাগ ক্ষেত্রে, এটি একটি বৃত্তাকার ক্রস বিভাগ দিয়ে তৈরি করা হয়, একটু কম প্রায়ই এটি বর্গক্ষেত্র, ষড়ভুজাকার, আয়তক্ষেত্রাকার এবং কিছু অন্যান্য আকারে তৈরি করা হয়।



ইস্পাত তারের কাঠামোগত পণ্য বিভাগের অন্তর্গত, ইস্পাত কর্ড পণ্য, ইস্পাত দড়ি, ধাতব জাল, স্প্রিংস, সেইসাথে বৈদ্যুতিক চুল্লিগুলির বিভিন্ন গরম করার উপাদানগুলির উত্পাদনে এটি ব্যাপকভাবে ব্যবহৃত হয়।হার্ডওয়্যার তারের (বাদাম, বোল্ট এবং rivets) থেকে তৈরি করা হয় - এই ক্ষেত্রে, উত্পাদন ঠান্ডা শিরোনাম কৌশল উপর ভিত্তি করে।
মান অনুযায়ী তারের গোলাকার প্রান্ত রয়েছে। একটি অনুরূপ টেপ কাঠ এবং ধাতু, সেইসাথে বুশিং, সাইকেল এবং মোটরসাইকেল চেইন জন্য করাত তৈরিতে ব্যবহৃত হয়।

ইস্পাত তারের প্রধান ভোক্তা এবং এটি থেকে তৈরি পণ্যগুলি হল ধাতব কাজ এবং যান্ত্রিক প্রকৌশলের মতো ক্ষেত্র, পণ্যগুলি নির্মাণ, রাসায়নিক, পেট্রোকেমিক্যাল শিল্প, লৌহঘটিত এবং অ লৌহঘটিত ধাতুবিদ্যার প্রয়োজনের জন্য কেনা হয়। সর্বাধিক ব্যবহৃত তারটি কম-কার্বন ইস্পাত খাদ দিয়ে তৈরি, এটি কম কার্বন সামগ্রী সহ একটি ধাতব দীর্ঘ পণ্য। এই প্রযুক্তিগত বৈশিষ্ট্যগুলির জন্য ধন্যবাদ, পণ্যগুলি ভাল নমনীয়তার সাথে মিলিত শক্তি বৃদ্ধি পায়।


যদি একটি দস্তা স্তর অতিরিক্তভাবে একটি সাধারণ-উদ্দেশ্য ইস্পাত তারে প্রয়োগ করা হয়, তাহলে এটি ক্ষয় প্রতিরোধী হয়ে ওঠে। এই জন্য গ্যালভানাইজড তারটি উচ্চ আর্দ্রতার পরিস্থিতিতে ব্যবহৃত হয়, যখন এটি দীর্ঘ সময়ের জন্য তার প্রাথমিক শারীরিক এবং কর্মক্ষম বৈশিষ্ট্যগুলি ধরে রাখে। স্রোতের সাথে তাল মিলিয়ে GOST 3282-74, annealed ইস্পাত তারের নরম হয়ে.
এই বৈশিষ্ট্যটি এটিকে শক্তিশালীকরণের কাজে ব্যবহার করার অনুমতি দেয়, সেইসাথে বুনন শক্তিবৃদ্ধি, সম্ভাব্য পণ্য প্যাকেজিং এবং বিভিন্ন অংশ উত্পাদন করার জন্য প্রযুক্তিগত প্রক্রিয়াতে পণ্যটি অন্তর্ভুক্ত করতে। অন্য সব ধরনের তারের মধ্যে সবচেয়ে সাধারণ উদ্দেশ্যের তারের চাহিদা বেশি।


উৎপাদন
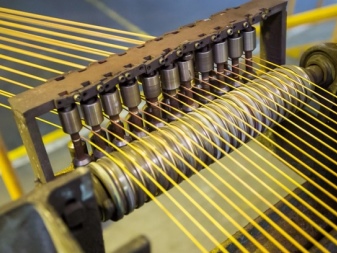
ইস্পাত তারের মুক্তি একটি বিশেষ চুল্লিতে বা এটি ছাড়া আরও ফায়ারিং সহ বিশেষ সরঞ্জামগুলিতে তারের রড অঙ্কন করে বাহিত হয়।
প্রযুক্তিগত দৃষ্টিকোণ থেকে ব্রোচিং এবং অঙ্কন প্রক্রিয়া বিশেষভাবে জটিল নয়। চাপা তারের রড একটি কার্যকরী কাঁচামাল হিসাবে ব্যবহৃত হয়, সমস্ত ম্যানিপুলেশন অঙ্কন মেশিনে বাহিত হয়। ধাতু ঘূর্ণায়মান তুলনায়, এই অপারেশন অনেক সুবিধা আছে:
- মেশিন টুলের স্বয়ংক্রিয় অপারেশন উন্নত কর্মক্ষমতা প্রদান করে;
- অঙ্কন আপনাকে পণ্য পেতে অনুমতি দেয় একটি পরিষ্কার এবং সমতল পৃষ্ঠের সাথে পুরোপুরি নিয়মিত আকৃতি - এর কারণে, পরবর্তী প্রক্রিয়াকরণের ডিগ্রি ব্যাপকভাবে হ্রাস পেয়েছে এবং তারটি নিজেই উন্নত যান্ত্রিক বৈশিষ্ট্য অর্জন করে।


সাধারণভাবে, আটকে থাকা ইস্পাত তারের উত্পাদন বিভিন্ন পদক্ষেপ জড়িত।
- এই পর্যায়ে, এচিং সঞ্চালিত হয়, প্রধান কাজ হল ধাতু এবং স্কেলের পৃষ্ঠের স্তর অপসারণ করা, যা অঙ্কনে হস্তক্ষেপ করতে পারে। ভূপৃষ্ঠের প্রস্তুতি ডিগ্রীজিং, গ্রাইন্ডিং, পলিশিং এবং প্রত্যাখ্যানকৃত এলাকার যান্ত্রিক কাটিং দ্বারা বাহিত হয়। যেহেতু জটিল রাসায়নিক যৌগগুলি দাঁড়িপাল্লায় থাকতে পারে, তাই তারের রডকে 50 ডিগ্রি উত্তপ্ত অ্যাসিড দ্রবণ দিয়ে চিকিত্সা করা হয়। এর পরে, বিশেষ শুকানোর চেম্বারে 75-100 ডিগ্রি উত্তপ্ত হলে ওয়ার্কপিসটি ধুয়ে শুকানো হয়।
- এই পর্যায়ে, আছে তাপ চিকিত্সা, যার উদ্দেশ্য হল ধাতব ফাঁকা নরম করা, অভ্যন্তরীণ চাপ থেকে মুক্ত করা। এটি করার জন্য, উপাদানটি উত্তপ্ত হয়, কিছু সময়ের জন্য রাখা হয় এবং ঠান্ডা হয়। ফলস্বরূপ, স্টিলের বৈশিষ্ট্যগুলি উল্লেখযোগ্যভাবে পরিবর্তিত হয় এবং তারের অঙ্কন প্রক্রিয়া এবং এর ফায়ারিং সহজতর হয়।
- আরও, একটি হাতুড়ির সাহায্যে, ইস্পাত খালি উভয়ই চ্যাপ্টা এবং সমতল করা হয়। এইভাবে ড্রইং মেশিনের ড্রামের উপর ধাতু ঠিক করা সম্ভব যাতে এটি ডাই এর মধ্য দিয়ে যায়।
- এই পর্যায়ে, দ সরাসরি অঙ্কন. এটি করার জন্য, প্রক্রিয়াকৃত এবং সমতল কাঁচামাল একটি টেপারিং চ্যানেলের মাধ্যমে সর্বোচ্চ সম্ভাব্য গতিতে মেশিনে টানা হয়। টানা তারের পরিমাণের উপর নির্ভর করে, এই প্রক্রিয়াটি একক বা বহু-থ্রেড হতে পারে।
- চূড়ান্ত পর্যায়ে, সঞ্চালন জ্বলন্ত — এই ম্যানিপুলেশনগুলির প্রধান কাজ হল ধাতব আঁকার পরে চাপ কমানো। ইস্পাত স্থিতিস্থাপক, প্রসার্য-প্রতিরোধী এবং অনমনীয় হয়ে ওঠে, যখন প্রসারণ এবং মোচড়ানোর জন্য নমনীয় হয়, প্রতিরোধ ক্ষমতা এবং 1 মিটার ওজনের মতো পরামিতিগুলি উন্নত হয়।

তাপ চিকিত্সা দুই ধরনের আছে।
- হালকা ফায়ারিং - একটি নিষ্ক্রিয় গ্যাসে ভরা চুল্লিতে সঞ্চালিত হয়। এর কারণে, ধাতুটি জারণের মধ্য দিয়ে যায় না, এতে স্কেল তৈরি হয় না। সমাপ্ত পণ্য একটি হালকা ছায়া এবং একটি খুব চিত্তাকর্ষক খরচ অর্জন।
- কালো গুলিবর্ষণ - এই ক্ষেত্রে, সহজতম বায়ুমণ্ডল ব্যবহার করা হয়, সমাপ্ত পণ্যগুলির পৃষ্ঠে স্কেল তৈরি হয়, তাই এটি রঙে গাঢ় হয়। যেমন একটি তারের খরচ আলো তুলনায় অনেক কম।


প্রদত্ত যে ইস্পাত খাদটি ধাতুগুলির বিভাগের অন্তর্গত যা দ্রুত ক্ষয় করে, গ্যালভানাইজিং প্রায়শই উত্পাদন চক্রের অন্তর্ভুক্ত হয়। সর্বোত্তম এবং সর্বোচ্চ মানের তারটি হট-ডিপ গ্যালভানাইজিং কৌশল দ্বারা প্রাপ্ত হয়, কারণ এই ক্ষেত্রে সরাসরি তারের সাথে জিঙ্কের সর্বাধিক আনুগত্য নিশ্চিত করা হয়।
আউটপুটে সমাপ্ত পণ্যগুলি মরিচাকে ভয় পায় না এবং একই সাথে অতিবেগুনী রশ্মি, বায়ু এবং তাপমাত্রার ওঠানামার মতো প্রতিকূল বাহ্যিক কারণগুলির বিরুদ্ধে সুরক্ষার বর্ধিত স্তর রয়েছে। উপরন্তু, গ্যালভানাইজড ইস্পাত তার নন-গ্যালভানাইজডের চেয়ে অনেক বেশি নমনীয় এবং তাই আরও টেকসই। এর পরে, পণ্যটি টুকরো টুকরো করে কেটে লেবেল করা হয়।

GOST 3282–74 অনুসারে, বর্তমান মান No1050 অনুযায়ী ইস্পাত থেকে ইস্পাত তার তৈরি করা হয়। 0.5 থেকে 6 মিমি ক্রস সেকশন সহ সমাপ্ত তারটি, যা তাপ চিকিত্সার মধ্য দিয়ে যায়নি, সামগ্রিক অখণ্ডতা লঙ্ঘন না করে এবং ধাতব কাঠামো ধ্বংস না করে প্রস্থান করার সময় কমপক্ষে 4টি বাঁক সহ্য করতে হবে। দস্তা দিয়ে লেপা নয় এমন পণ্যের পৃষ্ঠে, প্রযুক্তিগত মানগুলি ছোট গর্ত এবং স্ক্র্যাচগুলির উপস্থিতি অনুমোদন করে - যখন তাদের গভীরতা সমাপ্ত পণ্যগুলির ব্যাসের বিচ্যুতির 1/4 এর বেশি হওয়া উচিত নয়। কিন্তু কোনো আকারের ফাটল, স্কেল এবং ছায়াছবির উপস্থিতি কঠোরভাবে অনুমোদিত নয়।
গ্যালভানাইজড তারের পৃষ্ঠে সামান্য সাদা আবরণ থাকতে পারে, সেইসাথে ঝকঝকে - কিন্তু শুধুমাত্র যদি তারা আবরণের সামগ্রিক গুণমানকে ক্ষতিগ্রস্ত না করে। এটি একটি ধাতব আবরণ এবং কালো দাগ ছাড়া এলাকায় সঙ্গে উত্পাদন প্রক্রিয়া ইস্পাত তারের বিক্রি এবং ব্যবহার কঠোরভাবে নিষিদ্ধ।
আবরণটি ফাটল বা ফ্লেক হওয়া উচিত নয়, তবে, সামান্য ধুলোর মতো পিলিং অনুমোদিত।


শ্রেণীবিভাগ
বিভাগের আকার এবং আকৃতি
বিভাগের আকার এবং আকৃতির উপর নির্ভর করে, সমস্ত সমাপ্ত পণ্যগুলি প্রচলিতভাবে কয়েকটি গ্রুপে বিভক্ত। 1 ম এর মধ্যে রয়েছে সবচেয়ে পাতলা, যার পুরুত্ব 0.1 মিমি এর বেশি নয়। একটি ক্রস-বিভাগীয় পরামিতি সহ পণ্যগুলি 8 মিমি অতিক্রম করে 9 তম গ্রুপে বরাদ্দ করা হয়।সমস্ত পণ্য, মান অনুযায়ী, বৃত্তাকার, বর্গক্ষেত্র, সেইসাথে বহুমুখী বা আকৃতির প্রোফাইলে তৈরি করা হয়।


চূড়ান্ত প্রক্রিয়াকরণের ধরন
তারের সমাপ্তি মূলত প্রয়োজনীয় যান্ত্রিক এবং ভৌত-রাসায়নিক পরামিতি প্রদান করে। এই জন্য সর্বোচ্চ শক্তি দিতে, তারের অতিরিক্ত শক্ত, বহিস্কার এবং স্থিতিশীল করা হয়। যে উপাদানগুলি এই ম্যানিপুলেশনগুলির মধ্য দিয়ে যায়নি সেগুলির ব্যবহারের একটি সংকীর্ণ সীমিত সুযোগ রয়েছে।

পৃষ্ঠের ধরন দ্বারা
প্রাথমিক বাঁক এবং খোসা ছাড়ানোর ফলে ইস্পাতের তারকে পালিশ করা যায়, আচার করা যায়, সেইসাথে মাটিতে বা টানা যায়। এটি কোন প্রাথমিক সমাপ্তি ছাড়া তারের উত্পাদন করার অনুমতি দেওয়া হয়. আবরণ ধাতব (তামা-ধাতুপট্টাবৃত, পিতল-ধাতুপট্টাবৃত, গ্যালভানাইজড বা অ্যালুমিনাইজড) বা অ-ধাতু (পলিমেরিক বা ফসফেটেড, পিভিসি-শীথড) হতে পারে।
কোন আবরণ ছাড়া পণ্য সাধারণত উচ্চ তাপমাত্রায় প্রক্রিয়া করা হয়.. একটি তাপ ওভেনে প্রক্রিয়াজাত পণ্যগুলি কালো বা হালকা ছায়ায় উত্পাদিত হয়, যখন এর পুরুত্ব 0.16 থেকে 10 মিমি পর্যন্ত পরিবর্তিত হতে পারে।


রাসায়নিক গঠন দ্বারা
ইস্পাত তার থেকে তৈরি করা হয়:
- কম কার্বন খাদ 0.25% এর কম কার্বন সামগ্রী সহ, এটি কংক্রিট পণ্যগুলিকে শক্তিশালী করার জন্য প্রয়োজন;
- কার্বন খাদ 0.25 এর বেশি কার্বন সামগ্রী সহ, এটি স্প্রিংস, সেইসাথে তার এবং দড়ি তৈরিতে যায়।
ইস্পাত alloyed বা উচ্চ alloyed হতে পারে. বিশেষ ভৌত এবং রাসায়নিক পরামিতি (তাপ-প্রতিরোধী, জারা-প্রতিরোধী এবং নির্ভুলতা) সহ খাদ থেকে উত্পাদন অনুমোদিত।
কিছু কাঠামোগত বৈশিষ্ট্য নিকেল এবং ক্রোমিয়ামের মতো রাসায়নিক উপাদানগুলির বিষয়বস্তুর ক্ষেত্রে খাদের উপর বিশেষ প্রয়োজনীয়তা আরোপ করে।


আবেদনের ক্ষেত্র অনুসারে
অ্যাপ্লিকেশনের উপর নির্ভর করে, ইস্পাত তারের নিম্নলিখিত গ্রুপগুলি আলাদা করা হয়।
- স্টেইনলেস - বর্ধিত তাপ প্রতিরোধের পরামিতি সহ একটি বিশেষ খাদ থেকে তৈরি। এই উপাদান জং এবং অক্সিডেশন বিষয় নয়, এবং প্রধানত হার্ডওয়্যার পণ্য উত্পাদন ব্যবহৃত হয়.
- ঢালাই - 0.5 থেকে 8 মিমি পর্যন্ত একটি বিভাগের আকারের সাথে উত্পাদিত হয়, প্রধানত বৈদ্যুতিক চাপ ঢালাই ইনস্টলেশনে ব্যবহৃত হয়।
- রিইনফোর্সিং - নাম থেকে বোঝা যায়, এই ধরনের তারের ব্যাপকভাবে সমস্ত ধরণের চাঙ্গা কংক্রিট কাঠামোকে শক্তিশালী করতে ব্যবহৃত হয়। তারা ভোল্টেজ ছাড়া বা উচ্চ চাপ অধীনে হতে পারে। ইস্পাত উপাদানে উপস্থিত বিভাগগুলির কারণে, শক্তিশালীকরণ প্রক্রিয়া চলাকালীন ছিদ্রযুক্ত কংক্রিট বেসের সর্বাধিক আনুগত্য নিশ্চিত করা হয়।
- বসন্ত - স্প্রিংস রিলিজ করার সময় ব্যবহার করা হয়, যা ঠান্ডা বাতাস দ্বারা সঞ্চালিত হয়, তাপ চিকিত্সা ছাড়াই।
- দড়ি - সামুদ্রিক, নদী এবং অন্যান্য দড়ি তৈরির জন্য প্রাসঙ্গিক। braiding তারের জন্য সর্বোত্তম, তাদের উত্পাদন ক্ষেত্রে ব্যাপক আবেদন পাওয়া গেছে.
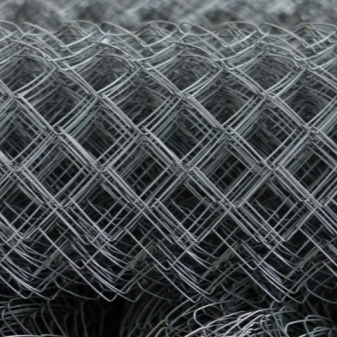
- বুনন - শক্তি এবং নমনীয়তার জন্য হালকা ইস্পাত থেকে তৈরি। এটি ব্যাপকভাবে কৃষি এবং নির্মাণে ব্যবহৃত হয়।

চিহ্নিত করা
স্টিলের নিজস্ব বিশেষ চিহ্নিতকরণ রয়েছে, যার মধ্যে অক্ষর এবং সংখ্যার একটি সেট রয়েছে। সুতরাং, 0.86 মিমি ক্রস সেকশন সহ ইস্পাত কালো তাপ-চিকিত্সা করা তারকে নিম্নরূপ মনোনীত করা হয়েছে: তার 0.86 - O - H - GOST 3281-74। একটি থার্মাল ফার্নেস তারে চিকিত্সা না করা হলে 2য় শ্রেণীর 1.6 মিমি অংশের আকারের 2য় শ্রেণীর একটি গ্যালভানাইজড আবরণ চিহ্নিত করা হয়: তার 1.46 - II - 2Ts - GOST 3281-74।
ওয়্যারটি কয়েলে বিক্রি করা হয়, যখন ওয়াইন্ডিং নিজেই বাঁক ছাড়াই সঞ্চালিত হয়, এটিকে পরপর সারিগুলিতে বিছিয়ে দেয় - যার ফলে নিরবচ্ছিন্ন নিরবচ্ছিন্নতা নিশ্চিত করা হয়।
একটি কয়েলে 3টি পর্যন্ত সেগমেন্ট থাকতে পারে, প্রতিটি স্কিনে শুধুমাত্র একটি অংশ থাকা উচিত।

কিভাবে ইস্পাত তার এবং ধাতব কর্ড তৈরি করা হয় তার জন্য পরবর্তী ভিডিও দেখুন।













মন্তব্য সফলভাবে পাঠানো হয়েছে.