লেদ কাটার সম্পর্কে আপনার যা জানা দরকার

পেশাদাররা লেদ কাটার সম্পর্কে সবকিছু জানেন, কিন্তু অজ্ঞদের জন্য বিভিন্ন প্রকার, আকার এবং সরঞ্জাম প্রস্তুতকারকদের মধ্যে হারিয়ে যাওয়া সহজ। এবং তাদের নিজের হাতে ইনসিসার তৈরির বিষয়টির কাছে যাওয়া তাদের পক্ষে আরও কঠিন। কিন্তু ধারালো এবং ইনস্টলেশনের জন্য এখনও নিয়ম আছে। এটা এই মনোযোগ দিতে মূল্য.

বিশেষত্ব
একটি বাঁক টুল কি - এটি একটি উপাদান যা একটি ধারক এবং একটি কাজ মাথা জড়িত। প্রথমটি মেশিনে কাটারটি ঠিক করতে সহায়তা করে এবং দ্বিতীয়টি ওয়ার্কপিসের সাথে কাজ করতে সহায়তা করে। ধারকের ক্রস বিভাগটি বর্গক্ষেত্র এবং আয়তক্ষেত্রাকার হতে পারে। কাজের অংশটিতে বেশ কয়েকটি সংলগ্ন প্লেন এবং কাটিয়া প্রান্ত রয়েছে এবং তীক্ষ্ণ কোণটি এই মুহুর্তে প্রক্রিয়াজাত করা উপাদানের বৈশিষ্ট্যগুলির সাথে এবং নিজেই প্রক্রিয়াজাতকরণের ধরণের সাথে সম্পর্কিত।

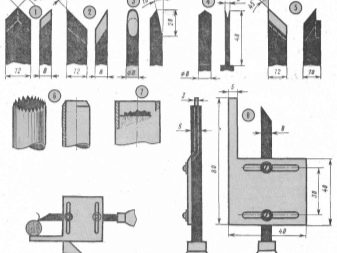
কাজের মাথা সম্পর্কে একটু: এটি শক্ত হতে পারে বা এটিতে ঢালাই করা (বা সোল্ডার) প্লেট সহ হতে পারে। এবং আজও একটি লেথের জন্য কাটার রয়েছে যা বিনিময়যোগ্য প্লেটগুলির সাথে কাজ করে, যা খুব সুবিধাজনক। কঠিন উপাদান সহ কাটার কম সাধারণ, কিন্তু ঢালাই / brazed বেশী সঙ্গে - অনেক বেশি প্রায়ই।এগুলি উচ্চ গতির ইস্পাত বা টেন্টালাম, টাইটানিয়াম বা টংস্টেন সহ শক্ত খাদ দিয়ে তৈরি।

অংশটি ইস্পাত, ঢালাই লোহা, অ লৌহঘটিত ধাতু পণ্য, সেইসাথে অ ধাতব ধরনের উপকরণ প্রক্রিয়া করতে ব্যবহার করা যেতে পারে।
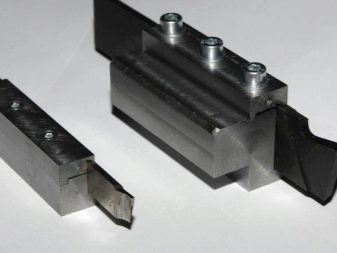
ইতিমধ্যে উল্লেখ করা হয়েছে, সন্নিবেশ পরিবর্তনের সাথে কাটার বাঁক একজন পেশাদারের জন্য একটি সুবিধাজনক জিনিস। মাথার প্লেটটি স্ক্রু বা বিশেষ ক্ল্যাম্প সহ যান্ত্রিকভাবে রাখা যেতে পারে। এবং তারপর এটি ব্যবহার করা খুব আরামদায়ক। বিশেষত যদি প্লেটটি খনিজ সিরামিক দিয়ে তৈরি হয় (যদিও এই ক্ষেত্রে কাট-অফ অংশের ব্যয় তীব্রভাবে "ঝাঁপিয়ে পড়বে")।
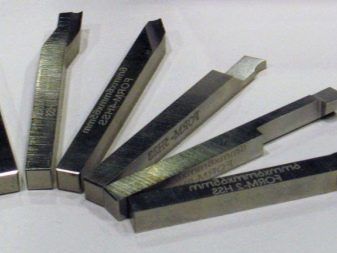
টার্নিং টুলের কার্যকারী অংশটি কার্বাইড, এটি ঘটে - উচ্চ-গতির ইস্পাত থেকে বা উচ্চ-মানের কার্বন ইস্পাত থেকে। অনেক ধরনের incisors আছে, এটি একটি বড় এবং জটিল শ্রেণীবিভাগ।


ওভারভিউ দেখুন
incisors কার্যকারিতা, নকশা সূক্ষ্মতা এবং অন্যান্য পরামিতি মধ্যে পার্থক্য.
অ্যাপয়েন্টমেন্টের মাধ্যমে
এখানে আমরা কাটার কাজ করে এমন উপকরণ সম্পর্কে কথা বলছি।
-
কাঠ দিয়ে। বাজারে, তারা রিং, চিরুনি, রেয়ার, হুক, মেসেল সহ সেটে পাওয়া যায়। কাটার এবং ঘূর্ণন প্রক্রিয়া একসঙ্গে বেঁধে দেওয়া হয়.
-
ধাতু জন্য. যখন আপনি একটি প্লেট ঝালাই বা ঝালন প্রয়োজন, তারপর তারা কাটার জন্য সর্বোত্তম পছন্দ সম্পর্কে কথা বলতে. এই ক্ষেত্রে হার্ড এবং উচ্চ-গতির অ্যালয়গুলি প্রায়শই ব্যবহৃত হয়। এই জাতীয় কাটারগুলির ইনস্টলেশন কেবল ল্যাথগুলিতেই নয়, স্লটিং, প্ল্যানিং, বিশেষ উদ্দেশ্যে এবং অন্যান্যগুলিতেও সম্ভব।

এই শ্রেণীবিভাগ ছোট, এখানে পছন্দ কঠিন হবে না।
নকশা করে
এগুলি হল কঠিন incisors, যেখানে খাদ এবং মাথা একটি সিস্টেম দ্বারা উচ্চারিত হয়। অথবা এটা ঢালাই প্লেট সঙ্গে একটি টুল, তারা খুব দৃঢ়ভাবে মাথা সংযুক্ত করা হয়। যদি প্লেটগুলির সোল্ডারিং প্রযুক্তিগত নির্ভুলতা ছাড়াই সম্পাদিত হয়, তাহলে পরবর্তীতে কাজের পৃষ্ঠে ফাটল তৈরি হতে পারে। এই ধরনের কাটার ব্যাপকভাবে ব্যবহৃত হয়, কারণ তারা বিভিন্ন মেশিনের জন্য উপযুক্ত।
সন্নিবেশগুলির যান্ত্রিক বন্ধন সহ কাটারগুলি ধাতব সন্নিবেশের জন্য সুবিধাজনক বিকল্পগুলির মধ্যে একটি হিসাবে বিবেচিত হয়। এটি প্রিফেব্রিকেটেড এবং অ্যাডজাস্টিং জাত এবং ধারকদের ক্ষেত্রে প্রযোজ্য।

প্রক্রিয়াকরণের ধরন দ্বারা
এখানে কাটারগুলি ফিনিশিং এবং সেমি-ফিনিশিং এ বিভক্ত। সমাপ্তি জন্য, ফিড গতি কম, একটি ছোট বেধ সঙ্গে উপাদান ফাঁকা থেকে সরানো হয়। প্রায়শই, এই জাতীয় সরঞ্জামগুলি একটি থ্রু কাটার দ্বারা উপস্থাপিত হয়। সেমি-ফিনিশিংগুলি আগের সংস্করণের মতোই, তবে ফিনিশিংগুলির তুলনায় বৈশিষ্ট্যে দুর্বল। কিন্তু তারা একই কাজের জন্য ব্যবহার করা যেতে পারে।


ইনস্টলেশনের ধরন দ্বারা
স্পর্শক incisors - একটি টুল যা একটি নির্দিষ্ট কোণে ইনস্টল করা হয়, তদ্ব্যতীত, যেকোনও, একটি সোজা বাদে। এটি অপারেশনের মধ্য দিয়ে যাওয়া পৃষ্ঠের অক্ষের সাপেক্ষে পরিমাপ করা হয়। এবং টুলটি অভ্যন্তরীণ বাঁক জন্য একটি জটিল ফাস্টেনার স্কিম দ্বারা আলাদা করা হয়।
রেডিয়াল কাটারটি প্রক্রিয়া করা হচ্ছে এমন পৃষ্ঠের উপর একচেটিয়াভাবে ডান কোণের স্থির দ্বারা আলাদা করা হয়। শিল্প উদ্দেশ্যে, একটি জনপ্রিয় বিকল্প। এবং রেডিয়াল বৈচিত্র্যের একটি বড় প্লাস রয়েছে - এটি একটি সরলীকৃত মাউন্টিং সিস্টেম।


জমার ধরন দ্বারা
এটি এখানে আরও সহজ: বাম ইনসিসারগুলিকে কাটার ডান অংশ সহ সরঞ্জাম বলা হয়, এটিতে প্রক্রিয়াজাত করা ধাতুটি পরিণত হয়। ডান incisors বাম দিকে একটি কাটিয়া অংশ আছে, প্রক্রিয়াকরণের জন্য ধাতব পৃষ্ঠ এটি উপর চালু করা হয়।

কাটা অংশটিকে রডের সাথে বেঁধে দিয়ে
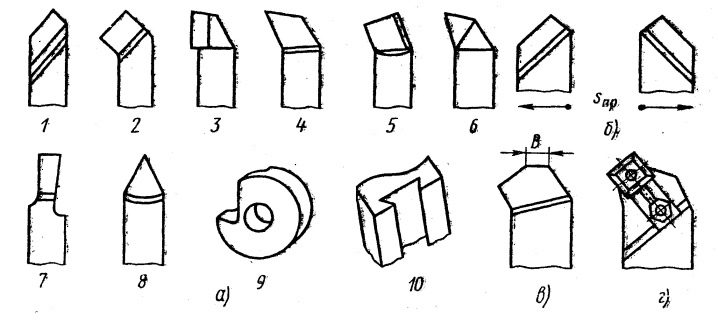
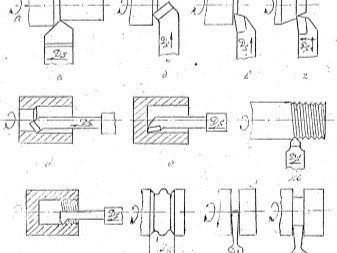
এবং এই বৈশিষ্ট্য 4 ধরনের incisors উপস্থাপন. বাঁকানোগুলিকে একটি বিশেষ বাঁকা রেখা দ্বারা আলাদা করা হয়, যা সঠিকভাবে উপরের অবস্থানের অভিক্ষেপ অক্ষের জন্য একটি বৈশিষ্ট্যযুক্ত বৈশিষ্ট্য।এবং পার্শ্বীয় স্থানীয়করণ লাইনগুলির খাড়া অবস্থান নিশ্চিত করে। সোজা incisors হল যাদের অভিক্ষেপ অক্ষ একটি সরল রেখা বজায় রাখে, উভয় উপরে এবং পাশ থেকে।
প্রত্যাহার করা incisors মধ্যে, মাথা এবং খাদ আকারে ভিন্ন, মাথা ছোট হবে। এটি ইনসিসাল অক্ষের সাথে সংযুক্ত। বিস্তারিত কিছু স্থানচ্যুতি দ্বারা চিহ্নিত করা হয় incisors অক্ষ সংক্রান্ত, যে কোনো দিকে। ভাল, উপরের স্থানীয়করণ সহ বাঁকা ইনসিসারগুলি একটি সরল রেখা দ্বারা অভিক্ষেপ অক্ষের সাথে সংযুক্ত থাকে, যখন পার্শ্বীয় অভিক্ষেপ একটি বাঁকা রেখার সাথে থাকে।


প্রক্রিয়াকরণ পদ্ধতি দ্বারা
এবং অনেক বৈচিত্র আছে।
-
আন্ডারকাট। যদি এটি একটি ক্রস ফিড মেশিন হয়, তাহলে টুলটি সহজেই সরঞ্জামের সাথে সংযুক্ত থাকে। এগুলি হয় বিভিন্ন পৃষ্ঠের প্রান্ত, বা ধাপযুক্ত উপাদান।
-
চেকপয়েন্ট। তির্যক এবং অনুদৈর্ঘ্য ফিড সরঞ্জাম সঙ্গে metalworking জন্য কার্যকরী. এটি সত্য যদি ছাঁটাই প্রান্তগুলিকে বোঝায়, নলাকার এবং শঙ্কু-আকৃতির ফাঁকাগুলিকে বোঝায়৷
-
বিরক্তিকর। মাধ্যমে জন্য প্রয়োজন, সেইসাথে অন্ধ গর্ত, recesses এবং recesses জন্য.
-
গোলাকার। এখানে ফর্ম শিরোনাম সংজ্ঞায়িত.
-
থ্রেডেড। বহিরাগত এবং অভ্যন্তরীণ থ্রেড গঠিত হয়, একটি trapezoidal বিভাগ, সেইসাথে বৃত্তাকার এবং আয়তক্ষেত্রাকার সঙ্গে। পণ্যগুলি নিজেরাই সমান, বৃত্তাকার এবং উত্তল হতে পারে।


এবং এছাড়াও incisors সমান (তারা আয়তক্ষেত্রাকার প্রান্ত ধরে রাখে), বাঁকা (তারা শুধুমাত্র আকৃতিতে ভিন্ন, সামান্য), আকৃতির (তারা জটিল কাঠামোর আকৃতির আকারের সাথে মিলিত হয়)।
উপকরণ
এটি ইতিমধ্যে উল্লেখ করা হয়েছে যে incisors বিভিন্ন উপকরণ থেকে তৈরি করা হয়। উদাহরণস্বরূপ, হার্ড থেকে। এগুলি টংস্টেন সরঞ্জাম যা অ লৌহঘটিত ধাতু এবং বিভিন্ন সংকর ধাতু প্রক্রিয়া করতে পারে। ঢালাই লোহা, অ ধাতু তৈরি workpieces জন্য ভাল। এছাড়াও টাইটানিয়াম-টাংস্টেন কাটার রয়েছে যা যেকোনো ধাতুর সাথে কাজ করতে পারে।এবং ট্যানটালাম-টাংস্টেন-টাইটানিয়াম কাটার প্রয়োজন যেখানে কাজটি কঠিন ধাতুগুলির প্রক্রিয়াকরণ, উদাহরণস্বরূপ, ফোরজিং এবং তাপ-প্রতিরোধী, অর্থাৎ যেগুলি এত সহজভাবে নেওয়া হয় না।


যদি কাটারগুলি দ্রুত-কাটিং উপকরণ থেকে তৈরি করা হয় তবে সেগুলি মান-দক্ষতা এবং উচ্চ-দক্ষতা হতে পারে। কিন্তু যে সরঞ্জামগুলি কার্বন উপাদান তৈরি করা হয় বিবেচনা করা হয়, এবং বেশ সঠিকভাবে, সর্বোচ্চ মানের।
ডায়মন্ড কাটারগুলিও ব্যবহার করা হয়: তারা অ লৌহঘটিত ধাতুগুলিকে ভালভাবে প্রক্রিয়া করে, সেইসাথে প্লাস্টিক, রাবার, ইবোনাইট, ফাইবার। কিন্তু লৌহঘটিত ধাতুর জন্য, তারা প্রায় কাজ করে না, কারণ তাদের সম্মানে হীরা কাটারগুলি খুব ভঙ্গুর বলে মনে করা হয়। এলবার হীরার উপাদানগুলির "তাজা" প্রতিযোগী হিসাবে বিবেচিত হয়।

শীর্ষ প্রযোজক
প্রধান নির্মাতাদের মধ্যে এবং রাশিয়ান কোম্পানি খুব. উদাহরণস্বরূপ, INIGS, তিনি একটি ভাল দামে অংশগুলির মাধ্যমে দুর্দান্ত বিরক্তিকর করে তোলে। এবং দেশীয় ব্র্যান্ডগুলির মধ্যে, কানাশস্কি আইজেড নেতা, একটি জনপ্রিয় পণ্য যার একটি সরল রেখা। আমদানি কোম্পানিগুলির মধ্যে, চেক নির্মাতারা মহান আস্থাশীল।
সেটগুলিও জনপ্রিয়, উদাহরণস্বরূপ, কাঠের কাজের সরঞ্জামগুলির একটি সেট। জনপ্রিয় পণ্যগুলির মধ্যে - "এনকর", সেইসাথে "মেটালমাস্টার", প্রোমা, প্রক্সন। যাইহোক, আপনাকে শুধুমাত্র ব্র্যান্ড, দাম এবং উৎপাদনের দেশগুলিতে ফোকাস করতে হবে না।


নির্বাচন টিপস
কি ধরনের অংশ প্রক্রিয়া করা হবে, অংশের উপাদানের উপর, আকৃতি এবং পছন্দসই পৃষ্ঠের ফিনিশের উপর নির্ভর করে কাটারটি নির্বাচন করা হয়। উদাহরণস্বরূপ, একটি অভ্যন্তরীণ গর্ত ছাড়া একটি নলাকার অংশের জন্য একটি অনুরোধ রয়েছে, যার অর্থ হল কাটারটির একটি বাঁকানো, সোজা মাধ্যমে বা থ্রাস্ট কাটার প্রয়োজন হবে।
নির্বাচন করার সময় আর কি বিবেচনা করা উচিত:
-
উত্পাদনের উপাদান (উদাহরণস্বরূপ স্টেইনলেস স্টীল বা শক্ত খাদ);
-
একটি কিটের উপস্থিতি / অনুপস্থিতি (সেট কেনা প্রায়শই বেশি লাভজনক);
-
একটি সার্বজনীন সরঞ্জাম ব্যবহার করার সম্ভাবনা, এই জাতীয় কাটারটিকে একটি পূর্বনির্মাণ করাও বলা যেতে পারে, যেহেতু বিভিন্ন প্লেট এতে ধারকের সাথে সংযুক্ত করা যেতে পারে এবং তাই বিভিন্ন ওয়ার্কপিসগুলি বিভিন্ন কোণে প্রক্রিয়া করা যেতে পারে।

প্রায়শই, পেশাদাররা "নিজের জন্য" একটি সরঞ্জাম চয়ন করতে অসুবিধার মুখোমুখি হন। এটি সত্যিই ব্যবহার করা সহজ হওয়া উচিত, এবং এছাড়াও, পছন্দসই, সস্তা। এবং ঘরে তৈরি কাটার তৈরির ধারণাটি এমন জুয়া নয়।
কিভাবে এটি নিজেকে করতে?
ধরুন আমরা কাঠের জন্য একটি টার্নিং টুল তৈরির কথা বলছি। এটি এই সরঞ্জামগুলি যা প্রায়শই নিজেরাই তৈরি করা হয়।
যে কোন ধরনের ছেনি এই প্যাটার্ন অনুসরণ করে জড়িত।
-
অঙ্কন বা ফটো অনুসারে, পছন্দসই আকারের একটি ইস্পাত ফাঁকা কাটা হয় - এটি নির্দিষ্ট মাত্রা অনুসারে একটি লেথে করা হয়।
-
ভবিষ্যতের কাটার প্রাথমিক ধারালো করা হয়।
-
ধাতব অংশটি অবশ্যই শক্ত করতে হবে যাতে কাটার বিভিন্ন ধরণের কাঠ প্রক্রিয়া করতে পারে। প্রথমে, ধাতুটি সীমিত তাপমাত্রায় উত্তপ্ত হয়, তারপরে এটি ইঞ্জিন তেলে নামিয়ে দেওয়া হয় এবং সেখানে এটি অবশ্যই সম্পূর্ণ শীতল হতে হবে। অথবা আপনি এটি ঘরের তাপমাত্রায় রাখতে পারেন।
-
এরপরে আসে ফিনিশিং টাচ।
-
কাটার কাটার অংশটি টুলের কাঠের হাতলে মাউন্ট করা হয়।


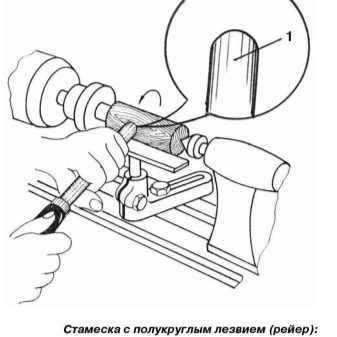
এই প্রক্রিয়ায়, সবচেয়ে গুরুত্বপূর্ণ মুহূর্তটি হবে প্রাথমিক শার্পনিং। কাটারগুলি খুব আলাদা, সেগুলি একটি ফাইল থেকে তৈরি করা হয়, উদাহরণস্বরূপ, তবে সারাংশটি সঠিকভাবে সরঞ্জামটির উদ্দেশ্যে, এটি ফলাফলকে প্রভাবিত করে। উদাহরণস্বরূপ, একটি অর্ধবৃত্তাকার কাটিয়া প্রান্ত দিয়ে একটি কাটার তৈরি করতে, ওয়ার্কপিসে একটি কনট্যুর চিহ্নিত করা হয়, এটি বরাবর সমস্ত অপ্রয়োজনীয় সরানো হয় এবং পছন্দসই ব্যাসার্ধের টিপটি তীক্ষ্ণ করা হয়। কাটিয়া প্রান্তটি সাবধানে তীক্ষ্ণ করতে হবে যাতে এটি সমানভাবে বেরিয়ে আসে।

আপনার নিজের হাতে কাটার-রেয়ার কীভাবে তৈরি করবেন তার একটি উদাহরণ।
-
আকারের একটি ফাইল থেকে একটি ফাঁকা নকল করা হয়।
-
একটি ফ্ল্যাট ওয়ার্কপিস একটি অর্ধবৃত্তাকার ক্রিম্পের উপর স্থাপন করা হয়, যা অ্যানভিল গর্তে দাঁড়িয়ে থাকে, একটি অর্ধবৃত্তাকার ট্রোয়েল উপরে স্থির করা হয় এবং এটি একটি হাতুড়ি দিয়ে আঘাত করা হয়। এটি করা হয় যাতে অনুদৈর্ঘ্য অক্ষের চারপাশে ক্যানভাস বাঁকানো হয়। একটি trowel পরিবর্তে, একটি ইস্পাত বার ব্যবহার করা হয়।
-
শক্ত হওয়ার মুহূর্ত পর্যন্ত, "খসড়া" 45 ডিগ্রি কোণে পরিণত হয়। শক্ত হওয়ার পরে, একই কাজ করা আরও কঠিন হবে, তাই মুহূর্তটি মিস না করা গুরুত্বপূর্ণ।
-
তারপর workpiece শক্ত করা হয়, এটি ঠান্ডা করার অনুমতি দেওয়া প্রয়োজন।
-
ক্যানভাসটি 200 ডিগ্রি পর্যন্ত গরম করার জন্য ওভেনে পাঠানো হয়। 20 মিনিট পরে, তারা এটি বের করে এবং এটি ঠান্ডা না হওয়া পর্যন্ত বাতাসে রেখে দেয়।
-
বাইরের এবং অভ্যন্তরীণ পৃষ্ঠতল প্রক্রিয়া করা হয়, সমস্ত বিকৃতি অগত্যা সারিবদ্ধ করা হয়।
-
কাটিং প্রান্তটি প্রথমে অনুদৈর্ঘ্য অক্ষের সাথে লম্ব সারিবদ্ধ করে তীক্ষ্ণ করা উচিত।
-
এটি কেবল হ্যান্ডেলটি লাগানোর জন্য রয়ে গেছে - রেয়ার নিজের হাতে প্রস্তুত।

উপায় দ্বারা, reyer এর ফলক সোজা বা beveled হতে পারে, কোঁকড়া, টুল ব্যবহার করার উদ্দেশ্য, তার কর্মের প্রস্থ উপর নির্ভর করে।
শার্পনিং এর সূক্ষ্মতা
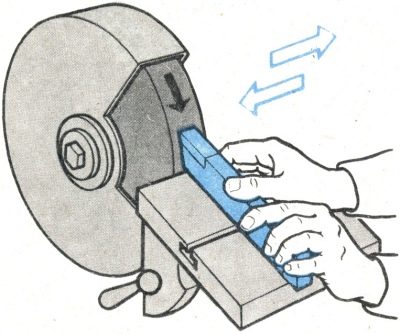
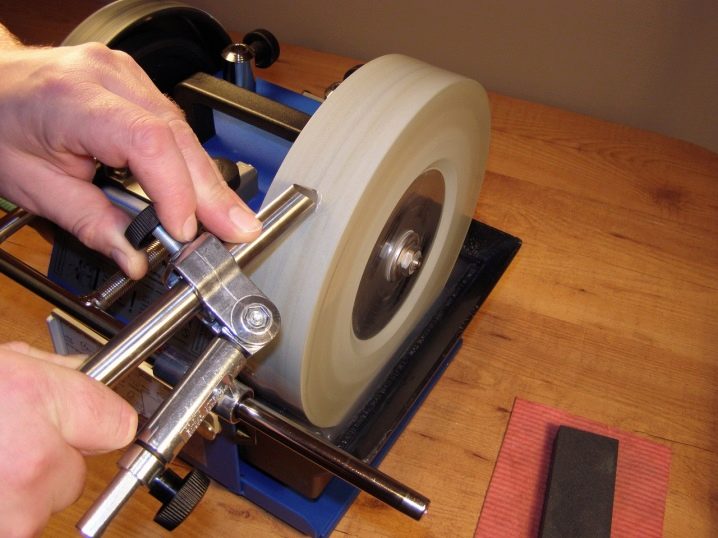
incisors তীক্ষ্ণ করা একটি দায়িত্বশীল মুহূর্ত বেশী. এটি ছাড়া, কাজের অংশটিকে সর্বোত্তম অবস্থায়, আকারে এবং সঠিক কোণে বজায় রাখা সম্ভব হবে না। একটি নিষ্পত্তিযোগ্য কার্বাইড সন্নিবেশ আকারে শুধুমাত্র কাটার তীক্ষ্ণ করা প্রয়োজন হয় না। যদি আমরা শিল্প উদ্যোগ সম্পর্কে কথা বলি, সেখানে কাটারগুলি একটি বিশেষ মেশিনে তীক্ষ্ণ করা হয়। বাড়িতে, আপনাকে সৃজনশীল হতে হবে। উদাহরণস্বরূপ, এর জন্য রাসায়নিক বা গ্রাইন্ডিং চাকা ব্যবহার করা যেতে পারে। একটি ঘষিয়া তুলিয়া ফেলিতে সক্ষম চাকা প্রায়ই একটি লেথে ইনস্টল করা হয় - এটি কাটারগুলিকে বেশ ভালভাবে তীক্ষ্ণ করতে পারে, সরঞ্জামটিকে পছন্দসই জ্যামিতিতে নিয়ে আসে।


আপনি একটি নাকাল চাকা চয়ন করার সিদ্ধান্ত নিলে, আপনি বেস উপাদান উপর ফোকাস করতে হবে। উদাহরণ স্বরূপ, একটি কার্বাইড কাটার সঠিকভাবে তীক্ষ্ণ করা, বৃত্তটি সবুজ, কার্বোরান্ডাম হবে। যদি উচ্চ-মানের কার্বন ইস্পাত বা উচ্চ-গতির ইস্পাত দিয়ে তৈরি একটি অংশ তীক্ষ্ণ করা হয়, একটি করন্ডাম চাকা নির্বাচন করা উচিত।
তীক্ষ্ণ করা শীতল করার সাথে এবং ছাড়াই করা হয় এবং প্রথম বিকল্পটি অনেক কারিগরদের জন্য অনেক বেশি পছন্দনীয়। কাটারটি গ্রাইন্ডিং হুইলের সংস্পর্শে আসে এমন জায়গায় ঠান্ডা জল সরবরাহ করা হবে। যদি কুলিং বাদ দেওয়া হয়, তবে পদ্ধতির পরে যন্ত্রটিকে তীব্রভাবে শীতল করা অগ্রহণযোগ্য, কাটা অংশটি কেবল ফাটল হওয়ার ঝুঁকি রাখে।
তীক্ষ্ণ করার ক্ষেত্রেও অনুকরণীয় পর্যায় অন্তর্ভুক্ত রয়েছে: প্রথমে, বৃত্তে, বেসের পিছনের পৃষ্ঠটি প্রক্রিয়া করা হয়, তারপরে পিছনের অক্জিলিয়ারী এবং শুধুমাত্র ফিনিস লাইনে - সামনে। বক্রতার প্রয়োজনীয় ব্যাসার্ধকে বিবেচনা করে ইনসিসাল টিপটি তীক্ষ্ণ করা কাজটি সম্পূর্ণ করবে।
ধারালো করার মুহুর্তে, উপাদানটিকে খুব জোরে চাপ না দিয়ে ধীরে ধীরে একটি বৃত্তে সরানো উচিত (শুধু ধীরে ধীরে, তাড়াহুড়ো প্রায়শই অপারেশনকে ব্যাহত করে)। এটি ইউনিফর্ম পরিধানের সংগঠন এবং একটি অত্যন্ত সমান কাটিয়া প্রান্ত গঠনের জন্য গুরুত্বপূর্ণ।
ইনস্টলেশন নিয়ম
টুল হোল্ডারে উপাদানটির অনবদ্য স্থিরকরণ হল পরবর্তী সঠিক বাঁক কোর্স। আপনি যদি টুলটি ভুলভাবে সেট করেন, তাহলে মেশিনটি শীঘ্রই কাটিং এজ আউট হয়ে যাবে। ইনস্টলেশন শুরু করার আগে, ধারক সমর্থন পরিষ্কার করা আবশ্যক। মূলত, নিয়ম # 1 হল যে কাটারের ডগাটি লেদ এর কেন্দ্র রেখার স্তরে হওয়া উচিত (এর মানে কেন্দ্রীভূত করা)। যদি লাইনের নীচে সেট করা হয়, তবে অংশটি চালানোর সময় কেন্দ্রের বাইরে ঠেলে দেওয়া হবে, যদি এটি বেশি সেট করা হয়, গরম করা অগ্রহণযোগ্য হবে এবং পরিধান দ্রুত হবে।

ইনস্টলেশন সম্পর্কে আরও কী জানা গুরুত্বপূর্ণ:
-
যদি এটি কমপক্ষে দুটি বোল্ট সহ একটি বিশেষ ধারকের মধ্যে স্থির করা হয় তবে এটি ইতিমধ্যে সঠিক ইনস্টলেশনের গ্যারান্টি দেয়;
-
একটি নির্দিষ্ট কাটার টেলস্টক বা হেডস্টকের কেন্দ্রে আনা হয়, উচ্চতা সামঞ্জস্য করা হয়, এর নীচে তিনটি আস্তরণের বেশি রাখা হয় না;
-
যাইহোক, আস্তরণগুলি একটি জটিল উপায়ে প্রস্তুত করা হয়, তাদের বিকল্প নেই;
-
আস্তরণগুলি কাটার ধারকের সমর্থনে পরেরটির প্রস্থান নিয়ন্ত্রণের সাথে স্থাপন করা হয় (1.5 কোর উচ্চতার বেশি নয়), অন্যথায় মেশিনটি কম্পনের সাথে কাজ করবে;
-
তারপরে আপনি টেস্ট চিপস বা ফিড ডায়াল জুড়ে কাটারের গভীরতা সামঞ্জস্য করতে পারেন;
-
যদি প্রথম পদ্ধতিটি নেওয়া হয়, কাটারটি ঘূর্ণন উপাদানটিকে স্পর্শ না করা পর্যন্ত শক্তভাবে আনা হয়, তারপরে এটি ডানদিকে যায় এবং তারপরে কাটার গভীরতা স্বজ্ঞাতভাবে নির্ধারিত হয়;
-
আপনি যদি তীক্ষ্ণ ব্যাস মিস করেন, তবে সঠিকটি না পাওয়া পর্যন্ত আপনাকে প্রয়োজনীয় কাটিং গভীরতার সাথে সবকিছু পুনরাবৃত্তি করতে হবে।
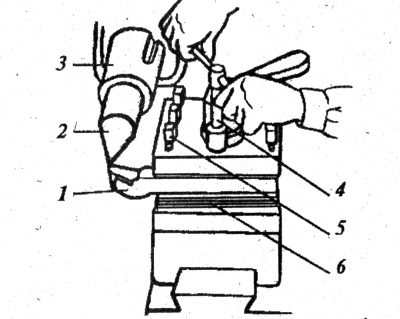
যাইহোক, আপনি ধারকটিতে কাটার ইনস্টল করার আগে, আপনার জানা উচিত যে এটিতে একই সময়ে 4 টি উপাদান স্থির করা যেতে পারে। মাউন্ট প্রতি দুই বল্টুর কম প্রদান করা হয় না.
ধাতু কাটার জন্য, কাঠের পৃষ্ঠতল খোদাই করার জন্য, কাটারগুলি প্রায় অপরিহার্য। আপনি একবচনে পছন্দসই উপাদানটি অনুসন্ধান করতে পারেন, আপনি CNC মেশিনের জন্য মাল্টি-কাটার সেট কিনতে পারেন এবং কিছু উপাদান আপনার নিজের তৈরি করতে কম খরচ হবে। মূল জিনিসটি হ'ল সরঞ্জামটির কার্যকারিতা সঠিকভাবে জানা এবং এটির সাথে কাজ করার প্রযুক্তিটি বোঝা।














মন্তব্য সফলভাবে পাঠানো হয়েছে.