কাঠের জন্য ড্রিল বিট সম্পর্কে আপনার যা জানা দরকার

একটি কলম-আকৃতির ড্রিল, যা একটি প্রদত্ত ব্যাসের একটি গর্ত তৈরি করতে ব্যবহার করা যেতে পারে, এটি সবচেয়ে বেশি চাওয়া-পাওয়া সরঞ্জামগুলির মধ্যে একটি যা বিভিন্ন ধরণের উপকরণের সাথে কাজ করে যোগদানকারী, ছুতার এবং অন্যান্য কারিগরদের কাছে জনপ্রিয়। কোদাল ড্রিলের একটি উচ্চ উত্পাদনশীলতা ফ্যাক্টর রয়েছে এবং আপনাকে দ্রুত ওয়ার্কপিসে বিভিন্ন ব্যাসের বৃত্তাকার গর্ত তৈরি করতে দেয়। কাজটি কেবল কাঠের অংশেই নয়, ড্রাইওয়াল, বিভিন্ন প্লাস্টিক, এমডিএফ এবং চিপবোর্ড প্রক্রিয়াকরণের জন্যও ব্যবহার করা যেতে পারে। এর গঠন অনুসারে, ড্রিলিং করার জন্য একটি কলম টুলের একটি রডের আকারে একটি প্রসারিত শরীর রয়েছে, যার শেষে একটি বর্ধিত কাটার টিপ এবং একটি ছোট শঙ্কু-আকৃতির প্রোট্রুশন রয়েছে।



বিশেষত্ব
কাঠের জন্য পেন ড্রিল একটি কার্যকরী বডি এবং একটি লেজ অংশ নিয়ে গঠিত। ড্রিলিং প্রক্রিয়াটি কার্যকারী অংশ দ্বারা সুনির্দিষ্টভাবে সঞ্চালিত হয়, যা দেখতে একটি ফ্ল্যাটের মতো, তবে তীব্রভাবে তীক্ষ্ণ ছোট ব্লেডের মতো। ব্লেডের শেষে, কেন্দ্রে কঠোরভাবে, একটি ছোট শঙ্কু-আকৃতির প্রোট্রুশন রয়েছে, যা ওয়ার্কপিস উপাদানের ভবিষ্যতের গর্তের কেন্দ্র চিহ্নিত করতে ব্যবহৃত হয়। পেন টুলের বর্ধিত ব্লেডগুলি শঙ্কু-আকৃতির প্রোট্রুশনের তুলনায় এর উভয় পাশে অবস্থিত প্রান্তগুলিকে তীক্ষ্ণ করেছে।
পার্শ্ব-ব্লেডগুলি একটি কোণে তীক্ষ্ণ করা হয়, যার ঢালটি ডানদিকে তৈরি করা হয়।


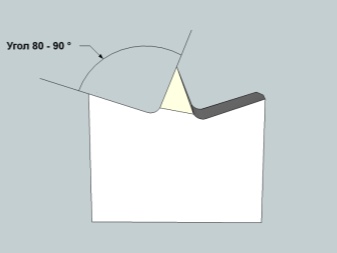
তুরপুনের জন্য একটি কলম টুল একটি কাজের দিক দিয়ে বা দুটি কাটিয়া পৃষ্ঠ দিয়ে তৈরি করা যেতে পারে। একমুখী কোদাল ড্রিল ওয়ার্কপিস উপাদানটিকে 75-90° কোণে কাটে, যখন দ্বি-পার্শ্বযুক্ত টুল মডেলটি 125-135° কোণে কাটে।

একটি পেন-টাইপ ড্রিল তৈরিতে, নির্মাতারা কার্যকরী ব্লেডের প্রস্থ এবং এর বেধের মধ্যে নির্ধারিত অনুপাতগুলি মেনে চলে। উদাহরণ স্বরূপ, 5 থেকে 10 মিমি ব্যাস সহ একটি সরঞ্জামের জন্য, কাজের অংশের বেধ 1 থেকে 2 মিমি পর্যন্ত হবে। 10 থেকে 20 মিমি ব্যাস সহ ড্রিলগুলির কাজের অংশের বেধ 2 থেকে 4 মিমি থাকে। যদি ড্রিলিং করার জন্য কলম টুলটির ব্যাস 20 মিমি-এর বেশি হয়, তবে এর ব্লেডের পুরুত্ব 6 থেকে 8 মিমি পর্যন্ত হবে।



মাত্রা
একটি পেন ড্রিলের সাহায্যে, 5-60 মিমি ব্যাসের মধ্যে গর্ত তৈরি করা যেতে পারে। নির্দিষ্ট ধরণের কাজ সম্পাদন করার জন্য, কারিগররা একটি নির্দিষ্ট ড্রিলের আকার চয়ন করেন, তবে প্রয়োজনে আপনি সর্বাধিক জনপ্রিয় ব্যাস সহ একটি টুল কিট কিনতে পারেন - এগুলি 25 এবং 35 মিমি, পাশাপাশি 40, 50 এবং 60 মিমি। এই ধরনের পরামিতিগুলি প্রায়শই কাঠের কাজ সম্পর্কিত বিভিন্ন সমস্যা সমাধানের পাশাপাশি আসবাবপত্র বা অন্যান্য জুড়ির পণ্য তৈরিতে চাহিদা থাকে। যদি তৈরি করা গর্তটির ব্যাস 60 মিমি এর চেয়ে বড় হয়, তবে অন্য ধরণের কাটিয়া সরঞ্জাম ব্যবহার করা প্রয়োজন - একটি বৃত্তাকার মুকুট, যেহেতু এই ক্ষেত্রে পালকের ড্রিল তার ব্যাসের চেয়ে বড় একটি অঞ্চল প্রক্রিয়া করতে সক্ষম হবে না। .
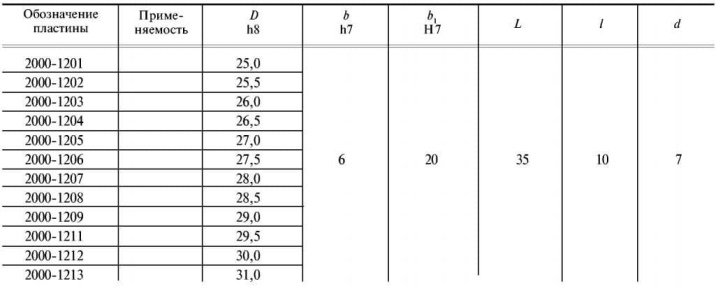
দৈর্ঘ্য বরাবর ড্রিলিং করার জন্য কলম টুলের আকার 150 মিমি, এবং এর শেষে, কাজের অংশের বিপরীতে, একটি ষড়ভুজ আকারে রড-বডির একটি প্রক্রিয়াকরণ রয়েছে।
এটি একটি স্ক্রু ড্রাইভার বা ড্রিলের চাকের ভিতরে ড্রিলটি ঠিক করা এবং সেইসাথে ড্রিলের একটি সামঞ্জস্যযোগ্য এক্সটেনশন সম্পাদন করতে বিশেষ হেক্স অ্যাডাপ্টার ব্যবহার করা সম্ভব করে তোলে। এর নকশার সরলতা সত্ত্বেও, ড্রিলিং করার জন্য কলম সরঞ্জামটির অনেক ইতিবাচক গুণাবলী রয়েছে এবং এটির জন্য নির্ধারিত টাস্কের সাথে একটি দুর্দান্ত কাজ করে।


প্রক্রিয়াকরণ বিকল্প
বড় গর্ত তৈরির জন্য একটি ড্রিল বাছাই করার সময়, পেশাদার ছুতার এবং যারা নিজের হাতে কাঠের পণ্য তৈরি করতে পছন্দ করেন তাদের কী ধরণের গর্ত তৈরি করতে হবে তার দ্বারা পরিচালিত হয়। কাঠ বা প্লাস্টিকের তৈরি ফাঁকা জায়গায় গর্ত নিম্নলিখিত ধরনের হয়।
- মাধ্যম - অর্থাৎ, গর্তটি ওয়ার্কপিসের উপাদানটির সম্পূর্ণ বেধের মধ্য দিয়ে যায়। এই ধরনের গর্তে বিভিন্ন থ্রেডেড উপাদান ঢোকানো হয়। এটি স্টাড, বোল্ট হতে পারে। উপরন্তু, একটি মাধ্যমে গর্ত টাইপ না করে, দরজার হাতল বা তালা ইনস্টল করা অসম্ভব। উপরন্তু, ছিদ্র মাধ্যমে ব্যাপকভাবে আসবাবপত্র কাঠামো উত্পাদন ব্যবহৃত হয়.

- বধির - ওয়ার্কপিসের বিপরীত দিক থেকে প্রস্থান না করে গর্তটি কেবলমাত্র উপাদানের একটি নির্দিষ্ট গভীরতার মধ্য দিয়ে যায়। অন্ধ গর্ত দরজার কব্জা মাউন্ট করার জন্য তৈরি করা হয় বা অভ্যন্তরীণ দরজা খোলার এবং বন্ধ করার সিস্টেম, সেইসাথে হ্যান্ডলগুলি বা তালা মাউন্ট করার জন্য আসবাবপত্র পণ্যগুলিতে ব্যবহৃত হয়।

কিছু ক্ষেত্রে, একটি কোদাল ড্রিল একটি ডিস্ক কাটারের একটি বিকল্প, যা বড় এবং ছোট ব্যাসের গর্ত তৈরি করতেও ব্যবহৃত হয়, তবে, একটি ড্রিলের বিপরীতে, এটির জন্য অনেকগুলি অর্ডার বেশি ব্যয়বহুল।
যদি কাজটি এককালীন হয় এবং ড্রিলের ব্যাস প্রয়োজনীয় গর্তের ব্যাসের সাথে খাপ খায়, তবে ব্যয়বহুল সরঞ্জাম কেনার কোনও মানে হয় না, যেহেতু আপনি ড্রিলিংয়ের জন্য একটি সাশ্রয়ী মূল্যের পেন টুল ব্যবহার করে পরিস্থিতি থেকে বেরিয়ে আসতে পারেন।
পেন ড্রিলটি বৈদ্যুতিক ড্রিল এবং কর্ডলেস স্ক্রু ড্রাইভার উভয়ের জন্যই উপযুক্ত, কেবল এই সরঞ্জামগুলির মধ্যে ক্লিপ করা।

নির্বাচন টিপস
আধুনিক হার্ডওয়্যার স্টোরগুলিতে পেন ড্রিল মডেলগুলির একটি বিশাল নির্বাচন রয়েছে, যা পণ্যের মানের উপর নির্ভর করে প্রস্তুতকারকের ব্র্যান্ড এবং ব্যয়ের মধ্যে পার্থক্য করে। এই সরঞ্জামটি নির্বাচন করার সময়, আপনাকে নিম্নলিখিত সবচেয়ে গুরুত্বপূর্ণ পরামিতিগুলিতে মনোযোগ দিতে হবে।
- ফর্ম আনুপাতিকতা - কেন্দ্রীয় শঙ্কু-আকৃতির প্রোট্রুশনের সাথে সম্পর্কিত ড্রিলের কার্যকারী অংশে দুটি ধারালো ব্লেড রয়েছে। পণ্যের উভয় অংশ একই কোণে প্রতিসম এবং তীক্ষ্ণ হতে হবে। সরঞ্জামটি প্যাকেজে নির্দেশিত ড্রিল ব্যাসের সাথে মেলে কিনা তা পরীক্ষা করা কার্যকর হবে, এটি চীনা তৈরি পণ্যগুলির জন্য বিশেষভাবে সত্য।
- ধারালো গুণমান - ড্রিলের কাটিং ব্লেডের কাজের অংশটি অবশ্যই ভালভাবে তীক্ষ্ণ করা উচিত, নিক, চিপস এবং প্রযুক্তিগত মান পূরণ করতে হবে না। ড্রিলটি উত্পাদন অবস্থার অধীনে স্বয়ংক্রিয়ভাবে তীক্ষ্ণ হয় এবং পুরোপুরি সমান দেখায়।
- ত্রুটির উপস্থিতি - ক্রয় করা সরঞ্জামটি লুকানো ত্রুটিগুলির জন্য সাবধানে পরীক্ষা করা উচিত, যা পণ্যের কার্যকারী পৃষ্ঠ এবং এর মূল অংশে উভয়ই হতে পারে।কারখানায় তৈরি ড্রিলটিতে কোনো বিকৃতি, স্ক্র্যাচ, চিপস, ঘর্ষণ এবং মরিচা চিহ্ন নেই।


ড্রিলিং করার জন্য একটি কলম টুলের পছন্দের সাথে ভুল না করার জন্য এবং সত্যিই একটি উচ্চ-মানের এবং নির্ভরযোগ্য পণ্য কেনার জন্য, বিশেষজ্ঞরা এটিতে থাকা ধাতুর রঙের দিকে মনোযোগ দেওয়ার পরামর্শ দেন। সবচেয়ে টেকসই ড্রিলের ধাতুতে একটি সমৃদ্ধ গাঢ় রঙ রয়েছে, যা গরম বাষ্পের সাথে তার পৃষ্ঠের প্রক্রিয়াকরণের প্রক্রিয়াতে উপাদান দ্বারা অর্জিত হয়।
এই ধরনের শক্ত হওয়া ইস্পাত খাদকে শক্তিশালী করে এবং এটি যান্ত্রিক চাপের জন্য আরও প্রতিরোধী করে তোলে।
যদি ড্রিলটিতে একটি স্টিলের গাঢ় রূপালী ছায়া থাকে তবে এটি নির্দেশ করে যে সরঞ্জামটি অতিরিক্ত প্রক্রিয়াকরণের শিকার হয়নি, যার অর্থ এটি যান্ত্রিক চাপ থেকে কম সুরক্ষিত, এবং এর কঠোরতা একটি গাঢ় রঙের প্রতিরূপের তুলনায় কম।

কিছু পেন ড্রিল টুলের একটি উচ্চারিত সোনার ধাতব রঙ এবং একটি চকচকে পৃষ্ঠ থাকে। আপনি যখন এই জাতীয় সরঞ্জাম দেখতে পান, তখন আপনার জানা উচিত যে প্রস্তুতকারক তার পৃষ্ঠকে টাইটানিয়াম নাইট্রাইড স্প্যালের আবরণ দিয়ে চিকিত্সা করেছেন। এই আবরণটি ড্রিলের জীবনকে উল্লেখযোগ্যভাবে প্রসারিত করে, অপারেশন চলাকালীন এর কাটিয়া বৈশিষ্ট্য বজায় রাখে এবং টাইটানিয়াম যান্ত্রিক ক্ষতি থেকে ড্রিলের পৃষ্ঠকে রক্ষা করে। টাইটানিয়াম ব্লেড ড্রিল বিশেষত শক্তিশালী উপকরণের সাথে কাজ করতে পারে, তাদের মধ্যে একটি প্রদত্ত ব্যাসের গর্ত তৈরি করে, যখন ড্রিলটি নিয়মিতভাবে সামঞ্জস্য বা অবমূল্যায়ন করতে হবে না - এটি আনকোটেড স্টিলের তৈরি প্রচলিত ব্লেড ড্রিলের তুলনায় অনেক কম করা প্রয়োজন। খাদ


অপারেটিং নিয়ম
একটি পেন ড্রিলের সাথে কাজ করার সময় সর্বাধিক দক্ষতা অর্জনের জন্য, সেইসাথে তাদের অপারেশনের সময়কাল বাড়ানোর জন্য, নিম্নলিখিত নিয়মগুলি অবশ্যই পালন করা উচিত।
- কাঠের উপরিভাগে ড্রিলিং গর্তগুলি ড্রিলের কম গতিতে, 300-450 rpm এর বেশি না হওয়া উচিত। নিয়মটি পর্যবেক্ষণ করা উচিত - ড্রিলের ব্যাস যত ঘন হবে, তার ঘূর্ণন গতি তত কম হওয়া উচিত। এই পদ্ধতিটি আপনাকে আরও ভাল ফলাফল অর্জন করতে দেয় এবং ড্রিলটিকে বিকৃতি থেকে বাঁচায়।
- একটি পেন ড্রিল দিয়ে কাজ করার জন্য, একটি বৈদ্যুতিক ড্রিল সবচেয়ে উপযুক্ত, যার শক্তি সামঞ্জস্য করার ক্ষমতা রয়েছে, যখন একটি স্ক্রু ড্রাইভার সবসময় ড্রিলের জন্য পছন্দসই বল এবং ঘূর্ণন গতি দিতে পারে না।
- যদি ড্রিলের স্ট্যান্ডার্ড দৈর্ঘ্য স্পষ্টভাবে হার্ড-টু-নাগালের জায়গায় একটি গর্ত তৈরি করার জন্য যথেষ্ট না হয় তবে আপনাকে এটির জন্য একটি বিশেষভাবে ডিজাইন করা অ্যাডাপ্টার ব্যবহার করতে হবে, যা একটি বৈদ্যুতিক ড্রিলের চাকে স্থির করা আছে।
- ড্রিলিং কাজ শুরু করার আগে, ওয়ার্কপিসের কার্যকারী পৃষ্ঠের অংশটি সাবধানে পরিমাপ করা হয় এবং ড্রিলের কাজের জায়গাটি চিহ্নিত করা হয়, অর্থাৎ, যে বিন্দুটি এর শঙ্কু-আকৃতির প্রোট্রুশন ইনস্টল করা হবে - এটি এর কেন্দ্র হবে বৃত্তটি সঞ্চালিত হচ্ছে যখন টুলটি কাজ করছে। তদ্ব্যতীত, ড্রিলটি কার্যকারী সমতলের তুলনায় ইনস্টল করা আবশ্যক, শুধুমাত্র 90 ° কোণ বজায় রেখে।
- এটি একটি বৈদ্যুতিক ড্রিলের কম গতিতে ড্রিলিং প্রক্রিয়া শুরু করার সুপারিশ করা হয়, ধীরে ধীরে ড্রিলটি ওয়ার্কপিসের উপাদানের গভীরে যাওয়ার সাথে সাথে সেগুলি যুক্ত করে। ড্রিলটিতে RPM যোগ করা ড্রিলটিকে আরও সহজে উপাদানের মধ্য দিয়ে যেতে সাহায্য করবে এবং ড্রিল মোটরকে অতিরিক্ত গরম হওয়া থেকে রক্ষা করবে। যখন আপনি লক্ষ্য করেন যে কোদাল ড্রিলটি ওয়ার্কপিস উপাদানের ভিতরে প্রয়োজনীয় গভীরতায় পৌঁছেছে, তখন ড্রিলিং প্রক্রিয়াটি বন্ধ করতে হবে।


ওয়ার্কপিসের গর্ত তৈরি হওয়ার পরে, এর কুলুঙ্গির ভিতরে, যদি এটি না হয় তবে চিপসের আকারে প্রচুর উপাদান বর্জ্য সংগ্রহ করা হবে।
তাদের অপসারণ করা দরকার, এবং এটি শুধুমাত্র কাজের সম্পূর্ণ চক্রের শেষেই নয়, তাদের বাস্তবায়নের প্রক্রিয়াতেও করা ভাল - যত তাড়াতাড়ি আপনি লক্ষ্য করবেন যে প্রচুর চিপ জমা হয়েছে।
এটি করার জন্য, ড্রিলিং বন্ধ করা হয়, চিপগুলি গর্ত থেকে সরানো হয় এবং তারপরে ড্রিলটি আবার গঠিত অবকাশে নিমজ্জিত হয় এবং ড্রিলিং প্রয়োজনীয় গভীরতার স্তরে চলতে থাকে।


কিভাবে ধারালো?
যে কোনও কাজের ড্রিলের মতো, একটি কলম সরঞ্জামকে সময়ে সময়ে তীক্ষ্ণ করা দরকার, যেহেতু এই পণ্যটির কার্যকারী অংশে ব্লেডগুলি ড্রিলিং করার প্রক্রিয়ায় উল্লেখযোগ্যভাবে নিস্তেজ হয়ে যায় এবং আর ঝরঝরে গর্ত তৈরি করতে পারে না। এটি জটিল প্রযুক্তির ব্যবহার না করেই করা যেতে পারে - একটি কলমের আকারে একটি ড্রিলকে তীক্ষ্ণ করা একটি সাধারণ ফ্ল্যাট ফাইল দিয়ে করা হয় বা এমেরি চাকা সহ একটি ছোট মেশিন ব্যবহার করা হয়। টুলটি বাঁকানোর প্রক্রিয়াতে, কাটিং ব্লেডের কোণ, সেইসাথে ড্রিলের কার্যকারী অংশের কাটারগুলির আকৃতি বজায় রাখা গুরুত্বপূর্ণ। উপরন্তু, এটির শঙ্কু-আকৃতির লেজ সহ টুলটির কেন্দ্রে অবস্থানটি কঠোরভাবে রাখা গুরুত্বপূর্ণ।

আসল বিষয়টি হ'ল শঙ্কু-আকৃতির অংশের যে কোনও বিচ্যুতি অনিবার্যভাবে এই সত্যের দিকে পরিচালিত করবে যে এই জাতীয় ড্রিল দ্বারা তৈরি গর্তের কেন্দ্রীকরণ কাজ সম্পাদনের সময় লঙ্ঘন করা হবে।
যদি কাজের সময় তুরপুনের জন্য কলম সরঞ্জামটি মারাত্মকভাবে বিকৃত হয়, তবে আপনি বিশেষ সরঞ্জাম ছাড়াই এর জ্যামিতিক অনুপাত সম্পূর্ণরূপে পুনরুদ্ধার করতে পারবেন না। অতএব, প্রক্রিয়াটিতে প্রয়োগ করা সময় এবং প্রচেষ্টা, যদি আপনি নিজে ড্রিলটি সম্পাদনা করেন তবে নিজের জন্য অর্থ প্রদান করবে না - এই জাতীয় সরঞ্জাম আর কাজের জন্য উপযুক্ত নয়, এটি ফেলে দিতে হবে। একটি পেন ড্রিলের খরচ এত বেশি নয়, তাই এমন পরিস্থিতিতে সবচেয়ে সহজ উপায় হল নিজের জন্য একটি নতুন পণ্য কেনা।


আরউইন ব্লু গ্রুভ ব্র্যান্ডের একটি ওভারভিউয়ের জন্য, নীচে দেখুন।













মন্তব্য সফলভাবে পাঠানো হয়েছে.