একটি বন্দুক ড্রিল নির্বাচন

গভীর গভীরতার অন্ধ গর্ত তৈরি করতে তথাকথিত কামান এবং বন্দুক ড্রিল ব্যবহার করা হয়। এই ধরনের কাটিং টুল দ্বারা তৈরি গর্তগুলি বিভিন্ন ধরণের অংশে ব্যবহৃত হয়, যার দৈর্ঘ্য বেশ বড়। উদাহরণস্বরূপ, এটি একটি নির্দিষ্ট উদ্দেশ্য বা একটি টাকু জন্য একটি ক্র্যাঙ্কশ্যাফ্ট হতে পারে। একটি প্রচলিত ড্রিল এই ধরনের কাজের জন্য উপযুক্ত নয়, তাই শিল্প উত্পাদনের একটি নির্দিষ্ট বিভাগে কামান এবং বন্দুক ড্রিলের চাহিদা রয়েছে। বন্দুক ড্রিল, কামান এবং অন্যান্য ধরনের, GOST এবং নির্বাচনের মানদণ্ডের বৈশিষ্ট্যগুলি আরও বিশদে বিবেচনা করা যাক।

বিশেষত্ব
যদি ড্রিল করা গর্তের দৈর্ঘ্য কাটিয়া টুলের পাঁচ ব্যাসের সমান হয়, তাহলে এই ধরনের গর্তকে গভীর বিবেচনা করা যেতে পারে। গভীর এবং সুনির্দিষ্ট ছিদ্র সম্পাদন একটি জটিল পদ্ধতি, যা উচ্চ শ্রমের তীব্রতা এবং অপারেটরের উচ্চ পেশাদারিত্ব দ্বারা চিহ্নিত করা হয়। ড্রিলিং প্রক্রিয়ার মধ্যে, কাটার সরঞ্জামটি চাপের অধীনে ড্রিলের কাজের এলাকায় সরবরাহ করা একটি বিশেষ তরল দিয়ে ঠান্ডা করা হয়।
এই জাতীয় শীতল রচনাটি সম্পাদিত কাজের গুণমান নিশ্চিতকরণের অন্যতম উপাদান।


সঠিক গভীর গর্ত তৈরি বন্দুক ড্রিল জন্য কাজের পৃষ্ঠের তুলনায় এটি সঠিকভাবে অবস্থান করা গুরুত্বপূর্ণ। এই প্রক্রিয়াটি সহজতর করার জন্য, তথাকথিত জিগ হাতা ব্যবহার করা হয়, এটি অপারেশন চলাকালীন কাটিয়া টুলকে বিচ্যুত হতে দেয় না। যদি এমন কোনও বুশিং না থাকে তবে আপনি প্রথমে একটি ছোট ব্যাসের একটি গর্ত ড্রিল করে এবং তারপরে একটি ভিন্ন ড্রিল নম্বর দিয়ে প্রয়োজনীয় মাত্রায় প্রসারিত করে পরিস্থিতি থেকে বেরিয়ে আসতে পারেন।

বন্দুক তুরপুন সরঞ্জাম তৈরি উচ্চ শক্তি ইস্পাত খাদ তৈরি. এটা উল্লেখযোগ্য যে এই ধরনের একটি কাটিয়া টুলের একটি ঘূর্ণন গতি আছে 10 গুণ গতির একটি প্রচলিত ড্রিল অগভীর গর্ত ড্রিলিং জন্য ব্যবহৃত. কাটিং টুলটি পাম্পিং ইউনিটে, অগ্রভাগে বা সংযোগকারী রডে গর্ত করতে ব্যবহৃত হয়।
একটি দীর্ঘ সরঞ্জামের সাথে কাজ করার সময়, প্রায়শই ড্রিলিং প্রক্রিয়াতে ব্যবহৃত চিপগুলি অপসারণের সাথে যুক্ত অসুবিধা থাকে, তাই সবসময় একটি ঝুঁকি থাকে যে ড্রিলটি তার উদ্দেশ্যযুক্ত ড্রিলিং পথ থেকে বিচ্যুত হবে। এই টুলের আরেকটি বৈশিষ্ট্য হল এটি সর্বোচ্চ গতিতে ঘোরানো যায় না, যদি কাটার সরঞ্জামটি এটি দ্বারা মেশিন করা অংশের গহ্বরে নিমজ্জিত না হয়। এই ধরনের নজরদারি এই সত্যের দিকে পরিচালিত করে যে কাটিয়া টুলের কার্যকারী অংশ একটি প্রদত্ত ট্র্যাজেক্টোরি থেকে স্থানচ্যুত হয়, যা সঠিক ড্রিলিং এর জন্য প্রয়োজনীয়।


প্রকার
গভীর এবং খুব নির্ভুল গর্ত তৈরি করতে নিম্নলিখিত ধরণের কাটিয়া সরঞ্জাম রয়েছে:
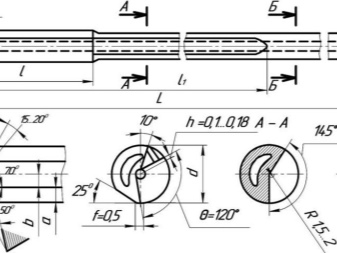
- কামান - টুলের কাজের অংশে V অক্ষর আকারে তৈরি একটি খাঁজ রয়েছে; গর্ত থেকে ব্যয়িত ধাতব চিপগুলি অপসারণ করার জন্য এটি প্রয়োজনীয়;
- ইজেক্টর - এই সরঞ্জামটি মেশিনগুলির জন্য ব্যবহৃত হয় যেখানে কাটিয়া উপাদানটি একটি অনুভূমিক দিকে অবস্থিত;
- রাইফেল - একটি বিকল্প যা হার্ড-অ্যালয় ইস্পাত প্লেট দিয়ে সজ্জিত, যা মধ্যবর্তী এবং প্রধান কাটিয়া প্লেটে অবস্থিত;
- রাইফেল - ইস্পাত এবং শক্ত খাদ দিয়ে তৈরি অংশ এবং পৃষ্ঠতল কাটা সহ;
- রাইফেল - যেখানে কার্বাইড কাটার সন্নিবেশগুলি সোল্ডারিং দ্বারা শরীরে স্থির করা হয়;
- সর্পিল - একটি ঠাণ্ডা থাকার, যা একটি নলাকার কাঠামোর আকারে উপস্থাপিত হয়।


বন্দুক এবং কামান তুরপুন সরঞ্জাম একটি একক কাটার বিকল্প. তাদের ধন্যবাদ, আপনি একটি গর্ত ড্রিল করতে পারেন, যার ব্যাস 0.5 মিমি থেকে 10 সেন্টিমিটারের মধ্যে রয়েছে।
অপারেশন চলাকালীন, ড্রিলটি উত্তপ্ত হয়, এটি ড্রিলের কাজের অংশের ভিতরে অবস্থিত একটি বিশেষ স্থানে একটি কাটিয়া তরল সরবরাহ করে শীতল করা যেতে পারে। স্টিল কার্বাইড দিয়ে তৈরি কাটিং ইনসার্ট সহ বন্দুক এবং বন্দুকের ড্রিলগুলিতে একটি শঙ্কু-আকৃতির কনফিগারেশন সহ একটি কার্যকরী শ্যাঙ্ক থাকে। এই আকৃতিটি কাটার টুলটিকে আরো সুনির্দিষ্টভাবে ড্রিল করা যায় এমন এলাকায় নির্দেশ করে।

পছন্দের মানদণ্ড
বন্দুক এবং বন্দুক তুরপুন সরঞ্জাম মাত্রিক পরামিতি এবং প্রযুক্তিগত বৈশিষ্ট্য GOST মান দ্বারা নিয়ন্ত্রিত, যা অনুসারে এই ড্রিলগুলি একটি দীর্ঘ সিরিজের পণ্যগুলির অন্তর্গত। একটি ড্রিল ব্যবহার শুধুমাত্র গভীর তুরপুনের জন্য ডিজাইন করা একটি বিশেষ মেশিনে সম্ভব। একটি ড্রিল ডিজাইন নির্বাচন করার সময়, প্রয়োজনীয় গর্তের পরামিতিগুলি বিবেচনায় নেওয়া প্রয়োজন - এর ব্যাস এবং দৈর্ঘ্য। টাস্কের গুণগত কর্মক্ষমতার জন্য, ড্রিলের ফিড রেট, সেইসাথে এর লেজের ধরণটি অত্যন্ত গুরুত্বপূর্ণ।


একটি ড্রিলিং টুল নির্বাচন করার সময় বিবেচনা করা প্রধান সুপারিশগুলি হল:
- একটি গর্ত তৈরি করার সময় যার দৈর্ঘ্য 400 মিমি এর বেশি হবে, বিভিন্ন মাত্রা সহ 2 টি ড্রিল ব্যবহার করার পরামর্শ দেওয়া হয়; প্রথমে আপনাকে একটি টুল ব্যবহার করতে হবে যার আকার 9.95 বাই 800 মিমি এবং তারপরে গর্তটি একটি ড্রিল দিয়ে প্রসারিত করা হয়, যার আকারটি কিছুটা বড় এবং 10 বাই 400 মিমি;
- যদি ড্রিলিংয়ের সময় ধাতুটি একটি দীর্ঘ ধরণের চিপ দেয়, আপনি এটি অপসারণের জন্য দীর্ঘ এবং পালিশ grooves আছে একটি কাটিয়া টুল নির্বাচন করতে হবে;
- যখন এটি নরম ধাতু সংকর প্রক্রিয়াকরণের প্রয়োজন হয়, উদাহরণস্বরূপ, অ্যালুমিনিয়াম, তারপরে একটি কাটার সরঞ্জাম ব্যবহার করা উচিত, যার নকশাটি 180 ° কোণে তীক্ষ্ণ করা একটি কাটিং ব্লেড সরবরাহ করে;
- কুল্যান্টে লুব্রিকেন্ট উপাদানের বিষয়বস্তু অবশ্যই স্তরে থাকতে হবে এই রচনাটির মোট আয়তনের 10% এর কম নয়;
- যদি নরম উপাদান প্রক্রিয়া করা হয়, তারপরে ধাপে ড্রিলের সর্বোচ্চ গতিতে পৌঁছানো প্রয়োজন এবং এটি অবশ্যই 3টি ধাপে করা উচিত; এছাড়াও, গর্তটিও পর্যায়ক্রমে তৈরি করা হয় - প্রথমে, পাইলট ড্রিলিং একটি ছোট ব্যাসের একটি সরঞ্জাম দিয়ে করা হয় এবং তারপরে প্রয়োজনীয় আকারের একটি ড্রিল দিয়ে গর্তটি প্রসারিত করা হয়;
- একটি ড্রিল ব্যাস থেকে অন্য পরিবর্তন করার সময় আকার, আপনি 1-2 সেকেন্ডের জন্য উচ্চ-চাপ কাটিয়া তরল সরবরাহ চালু করে টুলটির ঘূর্ণন বন্ধ করতে পারেন; নির্দিষ্ট পরামিতি অনুযায়ী গর্ত তৈরি করার পরে, ড্রিলটি বন্ধ হয়ে যায়, এটির গর্তে শীতল রচনা সরবরাহ করা বন্ধ করে দেয়।


গভীর গর্ত তৈরির জন্য সঠিক ড্রিলটি বেছে নেওয়ার জন্য, গর্তের মাত্রার সমান না শুধুমাত্র এর মাত্রাগুলিই বিবেচনা করা গুরুত্বপূর্ণ, তবে ধাতব খাদের বৈশিষ্ট্যগুলি, সেইসাথে ড্রিলিং সরঞ্জামগুলির ধরনও বিবেচনা করা গুরুত্বপূর্ণ। কাজ সঞ্চালিত হবে।
ড্রিলের ন্যূনতম ঘূর্ণন গতিতে কাজ শুরু করা প্রয়োজন, যখন এটির জন্য কাটিয়া তরল সরবরাহ নিশ্চিত করা প্রথম থেকেই গুরুত্বপূর্ণ।


HAMMOND বন্দুকের ড্রিল দিয়ে কীভাবে গভীর গর্ত ড্রিল করতে হয় তা নীচে দেখুন।













মন্তব্য সফলভাবে পাঠানো হয়েছে.