বাড়িতে ধাতু জন্য একটি ড্রিল তীক্ষ্ণ কিভাবে?

ড্রিলটি যাই হোক না কেন - এমনকি উচ্চ-মানের - শত শত ড্রিলিং চক্রের পরে, এটি ফ্যাক্টরিতে পণ্যটিকে প্রদত্ত আদর্শ শার্পনিং হারিয়ে ফেলে। এটি একটি নিখুঁত, অ-ছেঁড়া গর্ত ড্রিল করবে না যতক্ষণ না ড্রিলটি তার পূর্বের তীক্ষ্ণতায় পুনরুদ্ধার করা হয়।
আপনি কখন ধারালো করা উচিত?
নিম্নলিখিত ক্ষেত্রে ধাতুর জন্য একটি ড্রিল তীক্ষ্ণ করা প্রয়োজন।
- এটি কোর দিয়ে চিহ্নিত বিন্দু থেকে লাফিয়ে পড়ে।
- আপনি যখন ভবিষ্যতের গর্তটি চিহ্নিত না করে ড্রিল করার চেষ্টা করেন, তখন ড্রিলটি নির্বাচিত বিন্দুতে বিন্দুর ডগায় ধরা পড়ে না, তবে "হাঁটে যায়", মাস্টার যতই কঠিন করুক না কেন।
- ড্রিলিংয়ের সময় একটি মারধর, ঠক্ঠক্ শব্দ, উচ্চ-ফ্রিকোয়েন্সি ঝনঝনানিতে পরিণত হয়। ছিটকে পড়া এবং কম্পন ড্রিল (বা পাঞ্চার) আলগা করে। ভোঁতা ড্রিলের সাথে ভাঙা মেকানিক্সে, নতুন, শুধু কেনা ড্রিল দিয়ে ড্রিল করা অসম্ভব: একটি নতুন ড্রিল প্রায়শই এটি থেকে বিরত থাকে।
- একটানা অপারেশনের এক মিনিট পরেও অতিরিক্ত গরম। উচ্চ-গতির ইস্পাতকে অতিরিক্ত গরম করার ফলে এর শক্তি বৈশিষ্ট্যগুলি (সান্দ্রতা, কঠোরতা) নষ্ট হবে এবং পণ্যটি কেবল কাঠের কাজের জন্য উপযুক্ত হবে, ধাতব কাজ নয়।
- ধাতব কণাগুলি ছিঁড়ে যায়, সর্পিল চিপগুলি অদৃশ্য হয়ে যায়।
যদি এক বা একাধিক লক্ষণ পাওয়া যায়, অবিলম্বে ড্রিলিং বন্ধ করুন এবং বিন্দু এবং হেলিকাল প্রান্তগুলির তীক্ষ্ণতা পরীক্ষা করুন।

প্রয়োজনীয় সরঞ্জাম
একটি বৈদ্যুতিক মোটর দিয়ে সজ্জিত সহ নির্বাচিত সরঞ্জামগুলির যেকোনও ইস্পাত পণ্যগুলিকে তীক্ষ্ণ করা উচিত (ছুরি, ড্রিলস, কাঁচি ইত্যাদি)। দ্বিতীয় প্রয়োজনীয়তা হল প্রক্রিয়ায় ড্রিলটিকে তীক্ষ্ণ করা। ড্রিলটি কত দ্রুত এবং কার্যকরীভাবে তীক্ষ্ণ করা হয় তা নির্ভর করে টিপের প্রান্ত থেকে স্টিলের অতিরিক্ত স্তরটি নাকাল করার প্রয়োজনীয় কোণ এবং গ্রাইন্ডিং হুইলের দিকে পণ্যটি বের করার গতির উপর। যান্ত্রিক ধারালো করার সরঞ্জামগুলি আপনাকে কয়েক মিনিটের মধ্যে 3-19 মিমি ব্যাসের একটি ড্রিলকে কার্যকরী আকারে আনতে দেয়। বৈদ্যুতিক মোটর এবং একটি সাধারণ ফিড সিস্টেম সহ বিশেষ বা প্রচলিত মেশিনে সর্পিল ড্রিলগুলি তীক্ষ্ণ করা হয়। এই ধরনের একটি মেশিন গ্যারেজ অবস্থার মধ্যে স্বাধীনভাবে একত্রিত করা যেতে পারে - পেশাদার মেশিন ক্রয় করার কোন প্রয়োজন নেই; প্রায়শই, ড্রিলিং পয়েন্টের সোজা করা ফাইল, গ্রিন্ডস্টোন বা বৃত্ত দিয়ে সোজা করা হয়।



বুলগেরিয়ান
মাস্টারের প্রয়োজন হবে, বৈদ্যুতিক ড্রাইভ ছাড়াও, একটি ভাইস যার মধ্যে ওয়ার্কপিসটি আটকানো হয়।
গ্রাইন্ডিং হুইলের গ্রানুলারিটি এমনভাবে বেছে নেওয়া হয়েছে যে খালি চোখে গ্লাস ক্রাম্বের দানা থেকে মাইক্রোগ্রুভগুলি দেখা অসম্ভব, যা ধাতুকে পিষে ফেলে।

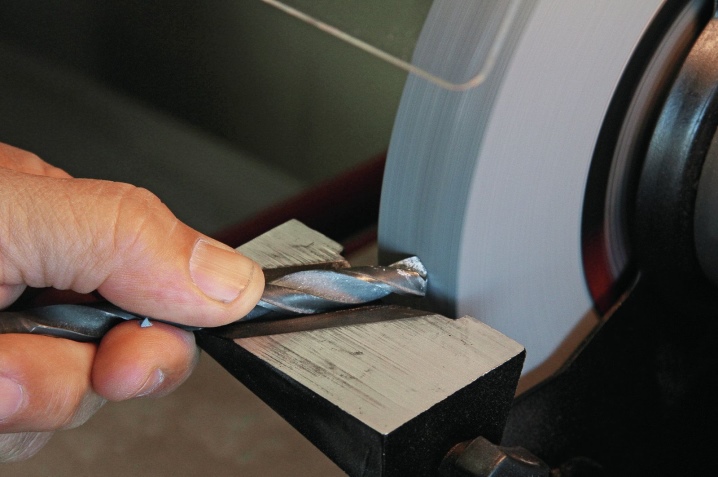
পেষকদন্ত দিয়ে ড্রিলটি পিষতে, নিম্নলিখিতগুলি করুন:
- উল্লম্বভাবে একটি ভাইস মধ্যে ড্রিল বাতা;
- পরিধানের চিহ্নগুলি অপসারণ করতে পিছনের প্রান্তটি পিষে নিন;
- কাজের প্রান্তটি 120 ° কোণে পিষে নিন।
দুই সেকেন্ডের বেশি একটানা ড্রিলটিকে তীক্ষ্ণ রাখবেন না। সংক্ষিপ্ত সেশনগুলি কার্যকারী মুখ থেকে পাতলা, 1 মিমি থেকে অনেক কম, খাদ স্তরগুলি অপসারণ করে। ড্রিল আবার কাজের জন্য প্রস্তুত।

ওয়াইন প্রেস
পেষকদন্ত তার ব্যবহারের গতি, গতিশীলতা দ্বারা পৃথক করা হয়, কিন্তু মাস্টার আঘাত ঝুঁকি সঙ্গে তার সাহায্যে বাঁক জন্য অর্থ প্রদান করে। এমনকি গ্রাইন্ডারে একটি প্রতিরক্ষামূলক কভার লাগালে, বৃত্তটি ক্র্যাক হওয়ার সম্ভাবনা রয়েছে, সরঞ্জামটি প্রতি সেকেন্ডে হাজার হাজার বিপ্লবের গতিতে একটি ছোট জ্যামিংয়ের সাথে নেতৃত্ব দেবে। শার্পনারটি মেশিনেরই অনমনীয় ফিক্সেশনের কারণে আঘাতের ঝুঁকি হ্রাস করে। যদি তীক্ষ্ণ কোণ নির্ধারণ করা অসম্ভব হয় তবে একটি প্লাস্টিকের টেমপ্লেট দরকারী, যা নাকাল শুরু করার আগে ঘুরিয়ে দেওয়ার জন্য পৃষ্ঠে প্রয়োগ করা হয়। ধারককে পাশে যেতে না দেওয়ার জন্য, এটি একটি বোল্ট দিয়ে সংযুক্ত করা হয়। একটি শার্পনারে একটি ড্রিল তীক্ষ্ণ করতে, নিম্নলিখিতটি করুন।
- হোল্ডারে ড্রিলটি ঠিক করুন এবং মেশিনটি চালু করুন।
- 120° কোণে নাকাল চাকায় কাটিয়া প্রান্ত আনুন।
- যদি ড্রিলের উপর খাঁজ এবং গর্ত থাকে তবে সেগুলিকে চারদিক থেকে পিষে ফেলুন। তারা পণ্য এবং ড্রিলের প্রান্তিককরণ ভঙ্গ করে, যার ফলে পরবর্তীটি অত্যধিকভাবে কম্পিত হয়।
বড় ব্যাসের ড্রিল বাঁকানোর সময়, মোট তাপ ক্ষমতা বৃদ্ধির কারণে, ইস্পাত অতিরিক্ত গরম হয়ে যায়, উচ্চ-গতি থেকে সাধারণ হয়ে যায়, অন্য কোনো স্টিল ড্রিল করার জন্য অনুপযুক্ত।


ড্রিল সংযুক্তি
ড্রিলের অগ্রভাগ আপনাকে ধাতুর জন্য ড্রিলগুলি পিষতে দেয়। এখানে কর্মের স্কিম নিম্নরূপ.
- ড্রিলের উপর প্রচলিত ড্রিলের জন্য অ্যাডাপ্টার অ্যাডাপ্টার ইনস্টল করুন। একটি সাধারণ বৈদ্যুতিক ড্রিলের উপর, এটির প্রয়োজন হওয়ার সম্ভাবনা নেই।
- গর্তে প্রয়োজনীয় ব্যাসের একটি ড্রিল ইনস্টল করুন।
- ড্রিল শুরু করুন এবং একপাশে ড্রিলটি পিষে নিন।
- দ্বিতীয় কাটিয়া প্রান্ত চালু করতে, একই প্রান্ত থেকে অন্য পাশ দিয়ে ড্রিল চালু করুন।
ড্রিল সংযুক্তি শুধুমাত্র একটি সামান্য ভোঁতা ড্রিল তীক্ষ্ণ হবে.
একটি পণ্য যার উপর কাটিং প্রান্তে গর্ত এবং খাঁজ রয়েছে তা ড্রিল দিয়ে তীক্ষ্ণ করা যায় না।
তবে তুলনামূলক সস্তাতার কারণে - অন্যান্য সরঞ্জামের তুলনায় - অগ্রভাগে ড্রিল বিটগুলি বাঁক করা সস্তা।




ফাইল বা ফাইল
ফাইলটি উচ্চ-গতির ইস্পাত প্রক্রিয়াকরণের জন্য উপযুক্ত নয়, যা অন্যান্য গ্রেড এবং স্টিলের গ্রেডের তুলনায় বর্ধিত কঠোরতা দ্বারা চিহ্নিত করা হয়। রুক্ষ বা হীরা-লেপা পাথর ব্যবহার করে, হাত দ্বারা পছন্দসই তীক্ষ্ণ কোণ বজায় রাখা কঠিন। মোটর চালিত শার্পনার ব্যবহার করুন।

প্রযুক্তি
উচ্চ মানের সঙ্গে একটি ড্রিল তীক্ষ্ণ করার জন্য, নির্দিষ্ট ডিভাইস প্রয়োজন। এটি একটি ছোট বা একটি বড় ড্রিল হবে কি না, এটা কোন ব্যাপার না. – প্রযুক্তিটি একই: প্রধান কাজটি শেষ প্রান্তে কাটা প্রান্ত দ্বারা সঞ্চালিত হয়, এবং পাশের সর্পিল প্রান্তগুলি ছিদ্র করা গর্তটিকে সারিবদ্ধ করে, চিপগুলিকে সর্পিল চ্যানেলগুলিতে সরিয়ে দেয়।

একটি ড্রিল তীক্ষ্ণ করার সবচেয়ে সহজ উপায় হল একটি হাতা, এর অভ্যন্তরীণ ব্যাসটি ড্রিলের ক্রস বিভাগের ব্যাসের সমান। হাতা পছন্দসই কোণে কঠোরভাবে সংশোধন করা হয়। এটি নিম্নরূপ নির্বাচন করা হয়েছে - ড্রিলটি স্পষ্টভাবে এবং জোরপূর্বক টেমপ্লেটটিতে প্রবেশ করা উচিত, একক ডিগ্রি বিচ্যুত না করে। যদি ড্রিলটি বিচ্যুত হয় তবে কাটিয়া প্রান্তগুলি সঠিকভাবে পুনরুদ্ধার করা হবে না এবং ফলস্বরূপ, এটি কাজ করার সময় "হাঁটবে"। বুশিং অ লৌহঘটিত ধাতব টিউব দিয়ে সম্পন্ন করা যেতে পারে, যার ভিতরের ব্যাসটি সবচেয়ে সাধারণ পণ্য ব্যাসের সমান।

বিশেষ করে জ্ঞানী কারিগররা এই ডিভাইসটিকে বিভিন্ন ব্যাসের ড্রিল দিয়ে ড্রিল করা কাঠের বার দিয়ে সজ্জিত করে।
টেমপ্লেটটিতে একটি সহজ টুল রয়েছে যা ধারালো করার জন্য গ্রাইন্ডিং হুইলে ড্রিল সরবরাহের সুবিধা দেয় এবং পণ্যটিকে বিপরীত দিকে যেতে দেয় না।কাঠের ধরন যত শক্ত হয় যা থেকে বারটি তৈরি করা হয়, তত বেশি সঠিকভাবে কোণটি সেট করা হয়: উদাহরণস্বরূপ, ড্রিল খাওয়ানোর জন্য মাস্টার একটি ওক বার ব্যবহার করেন, যখন তীক্ষ্ণ করার সময় এতে ড্রিলের সুইং বাদ দেওয়া হয়। মেশিন - উদাহরণস্বরূপ, একই গ্রিন্ডস্টোন - বাড়িতে তৈরি করা যেতে পারে: প্রধান জিনিস হ'ল গ্রিন্ডস্টোন কেন্দ্রীভূত নয়, অপারেশনের সময় কম্পন করে না।

সঠিক কোণ
কোণ মান ইস্পাত বা অন্যান্য ধাতু (বা খাদ) এর গ্রেড দ্বারা নির্ধারিত হয় যেখানে গর্তগুলি ড্রিল করা হয়। ধাতু বা সংকর ধাতুর কঠোরতা যত কম হবে, তীক্ষ্ণ কোণ তত বেশি হবে। সুতরাং, ইস্পাত, ঢালাই লোহা এবং ব্রোঞ্জের জন্য, ওয়ার্কপিস যা থেকে আপনাকে ড্রিল করতে হবে, তীক্ষ্ণ কোণটি 120 ° পৌঁছেছে, প্লাস্টিক এবং নরম ক্ষারীয় ধাতুগুলির জন্য যেমন ম্যাগনেসিয়াম - 85 °।


কিন্তু কাচ এবং চীনামাটির বাসন পাথরের জন্য, কোণটি এমনকি অপ্রীতিকর - 135 °, নরম ব্রোঞ্জ এবং অ্যালুমিনিয়াম অ্যালোয়ের জন্য একই প্রয়োজন।
যেকোনো প্রজাতির কাঠের জন্য 130° প্রয়োজন। স্টেইনলেস স্টিলের জন্য, 115° যথেষ্ট। আসল বিষয়টি হ'ল সহজেই ফলন পাওয়া ধাতু অল্প সময়ের মধ্যে আরও চিপ তৈরি করে, অত্যধিক ঘর্ষণ ঘটে, ড্রিলের ডগা আরও এবং দ্রুত গরম হয়। এবং অতিরিক্ত তাপ এটিকে নিস্তেজ করে দেয় - এমনকি শক্ত ইস্পাত যা থেকে ড্রিল তৈরি করা হয় তা উত্তপ্ত হলে মুক্তি পায়। পণ্যটির ইস্পাত তার কঠোরতা হারায় এবং আরও দ্রুত ভোঁতা হতে শুরু করে।

ফাইন-টিউনিং
আপনি বাড়িতে একটি পুনরুদ্ধারযোগ্য ড্রিল আনতে পারেন বিশেষ গ্রাইন্ডিং হুইলে যা উচ্চ-গতির স্টিলের রুক্ষ গ্রাইন্ডিংকে সূক্ষ্ম দানার সাথে একত্রিত করে। এই চাকাগুলিতে তুলনামূলকভাবে নরম ফিলার থাকে যা অপারেশন চলাকালীন রুক্ষ স্ক্র্যাচ, খাঁজ এবং গজগুলিকে দূর করে। এগুলি কাটিয়া প্রান্তের আকৃতি পরিবর্তন না করেই নির্মূল করা হয়। এই ডিস্কগুলি একটি পেষকদন্ত বা ড্রিলের উপর স্থাপন করা হয় এবং ড্রিলটি একটি পৃথক ক্ল্যাম্পে বা একটি ভাইসে আটকানো হয়। যদি চেনাশোনাগুলির সাহায্যে প্রক্রিয়াকরণটি রুক্ষ হয়ে ওঠে, তবে পণ্যটি নিজেই ঘূর্ণায়মান এমেরি চাকা ব্যবহার করে পালিশ করা হয়।

পরীক্ষা
সঠিক ধারালো করার জন্য একটি দ্রুত চেক একটি বিশেষ টেমপ্লেটের মাধ্যমে অর্জন করা হয় যা কাটিয়া প্রান্তের দৈর্ঘ্য, টিপের অবস্থান, ড্রিলের আউটলেট চ্যানেলগুলির বেভেল কোণ এবং অনুদৈর্ঘ্য প্রান্তের কোণ পরিমাপ করে।

আন্ডারকাট
যদি মাস্টারের একটি ভোঁতা 10 মিমি ড্রিল থাকে, তবে পণ্যটি অগ্রণী প্রান্তের পাশ থেকে অবমূল্যায়িত হয়। কাজটি হল কাটিয়া প্রান্তের কোণ বাড়ানো এবং সামনের টিপের বেভেল কমানো, তির্যক প্রান্তের সংকীর্ণতা।
পরেরটি ওয়ার্কপিসের ধাতু বা খাদকে গর্তের কেন্দ্রে আরও সক্রিয়ভাবে স্ক্র্যাপ করার অনুমতি দেবে।
এটি টিপ থেকে স্টিলের ক্ষুদ্রতম দানাগুলির ত্বরিত স্ক্র্যাপিংকে বাধা দেয়, যার অর্থ এটি ড্রিলের জীবনকে দীর্ঘায়িত করে, এটি দ্রুত এবং আরও বেশি ড্রিল করা সম্ভব করে তোলে। পণ্যটি অতিরিক্তভাবে একটি ছোট পিছন কোণে স্থল, যা কাটা গর্তগুলিতে ঘর্ষণ শক্তি হ্রাস করে।


সুপারিশ
সাধারণ ড্রিলগুলি একটি সাধারণ শার্পনার, একটি বড় গ্রাইন্ডিং ডিস্ক সহ একটি করাত মেশিন, একটি গ্রাইন্ডার বা একটি অগ্রভাগ সহ একটি ড্রিলের উপর তাদের নিজের হাতে তীক্ষ্ণ করা হয়। তবে মুকুটযুক্তদের জন্য, একটি বিশেষ মেশিনের প্রয়োজন হতে পারে। ব্যাপারটি হলো মুকুটের একটি অক্ষ রয়েছে - প্রধান ড্রিল, যা একটি নিয়মিত পণ্য। এবং যদি এটি একটি সহজ উপায়ে তীক্ষ্ণ করা হয়, তাহলে ক্রাউনের সেরেটেড, করাতের মতো প্রান্তের জন্য মেশিনের অবস্থার প্রয়োজন হবে। একই শঙ্কু-পদক্ষেপ ড্রিল জন্য সত্য.

প্রতিরক্ষামূলক কভার এবং পর্দা ছাড়া ড্রিলগুলিকে তীক্ষ্ণ করবেন না - ইস্পাত ধুলো ছড়িয়ে পড়া চোখের জন্য বিপজ্জনক। চোখের একাধিক ক্ষতি, চিপস দিয়ে আটকে যাওয়া তাদের নিষ্কাশনে অসুবিধায় পরিপূর্ণ।
সবচেয়ে খারাপ ক্ষেত্রে, চোখের লবণাক্ত পরিবেশে ইস্পাত জং দিয়ে নেশার কারণে, একজন ব্যক্তি সহজেই এটি হারাবেন। হেলমেট ছাড়া সিলিংয়ে ড্রিল না করার বিষয়ে সতর্ক থাকুন - পড়ে যাওয়া চিপগুলিও অরক্ষিত চোখে প্রবেশ করে।
আন্ডারকাটের ডান কোণটি বেছে নিন। খুব "ঢালু" ড্রিল ইস্পাত ড্রিল করবে না, খুব "খাড়া" - কাঠ, অ্যালুমিনিয়াম, ব্রোঞ্জ, ম্যাগনেসিয়াম, প্লাস্টিক। ভুল কোণের কারণে হয় ড্রিলটি নড়বড়ে হয়ে যায় এবং গর্তটি সরে যায়, অথবা এটি জ্যাম হয়ে ভেঙে যায়।
সাধারণ উচ্চ-গতির ইস্পাত দিয়ে কাচ, চীনামাটির বাসন, গ্রানাইট, সিরামিক, উচ্চ-শক্তির কাদামাটি ড্রিল করবেন না। এই উপকরণ জন্য একটি তথাকথিত জয় আছে. Pobedite খাদ উল্লেখযোগ্যভাবে শক্তিতে উচ্চ গতির ইস্পাত অতিক্রম করে। টেম্পারড গ্লাস দিয়ে ড্রিল করার চেষ্টা করবেন না কারণ এটি অবিলম্বে ভেঙে যাবে।
সাধারণ এমেরি এবং পাথর-ভিট্রিফাইড বৃত্ত দিয়ে পোবেডাইট ড্রিলগুলিকে তীক্ষ্ণ করবেন না। - এই পণ্যগুলির জন্য একটি হীরা রয়েছে, সেই বৃত্তগুলির মতো যা পাথর, ইট এবং শক্ত ইস্পাত কাটে। কম গতিতে পোবেডাইট ড্রিলস পিষে নিন।

বাঁক করার সময় ড্রিলটি অতিরিক্ত গরম করবেন না - অতিরিক্ত উত্তপ্ত ইস্পাত টেম্পারিং অনুভব করবে এবং লক্ষণীয়ভাবে খারাপ হয়ে যাবে। এটি আর হয় লাল-গরম বা উচ্চ-গতির (ইনস্ট্রুমেন্টাল) হবে না।
জল বা অন্যান্য ঠান্ডা তরল একটি লাল-গরম ছেনা ড্রিল ঠান্ডা করবেন না - হঠাৎ ঠান্ডা থেকে, এটি microcracks সঙ্গে ছিদ্র করা হয়। ওয়ার্কপিসটি ড্রিল করার প্রথম প্রচেষ্টায়, পণ্যটি অবিলম্বে ভেঙে যাবে।
বাঁক করার সময় ড্রিলটি বিচ্যুত করবেন না। সামান্যতম যত্ন - কমপক্ষে একটি ডিগ্রি - অসম বাঁক নিয়ে যাবে, কম্পন ঘটবে, ড্রিল নিজেই ভেঙে যাবে এবং গিয়ারবক্স এবং ড্রিল মোটরটি আলগা করবে।
কাটিয়া প্রান্তের দৈর্ঘ্য একে অপরের থেকে 0.3 মিমি পর্যন্ত আলাদা। ছোট ব্যাসের ড্রিল বাঁকানোর সময় এই সীমাবদ্ধতা পরিলক্ষিত হয়।

কাজের অংশের দৈর্ঘ্য এক সেন্টিমিটারের কম হওয়া উচিত নয়। যদি ড্রিলটি অর্ধেক ভেঙ্গে যায় এবং কাটা অংশের কিছু অংশ ফেলে দেওয়া হয়, তাহলে ড্রিলগুলিকে পিষবেন না, যার কার্যকারী অংশ এখন এক সেন্টিমিটারের কম।
হার্ড অ্যালয় ব্রেজড বিটগুলি (উদাহরণস্বরূপ, একটি পোবেডাইট টিপ সহ, হীরা-কোটেড) একই উপকরণ থেকে তৈরি কঠিন ড্রিল বিটের মতো একই উপায়ে তীক্ষ্ণ করা হয়।
কিভাবে সহজে একটি ড্রিল ধারালো, নীচে দেখুন.













মন্তব্য সফলভাবে পাঠানো হয়েছে.